Motor failures from coolant leaks or misalignments cost millions in recalls. You lose trust and production time. We solve this through advanced die casting and strict quality control.
To guarantee zero defects in EV motor housings, you must control porosity in the water jacket, ensure strict concentricity during machining, and manage thermal deformation. Using vacuum die casting and precise CNC fixtures prevents coolant leaks and vibration issues completely.

Many suppliers promise perfect samples but fail during mass production. I will share my workshop experience to show you exactly how we prevent these critical failures.
Why do water jackets leak and how can we stop it?
Coolant leaking into the motor destroys the high-voltage system. This causes complete vehicle failure. We use vacuum technology to remove air pockets and stop leaks entirely.
Water jackets leak because trapped air creates porosity in the aluminum walls. By applying high-vacuum die casting and using Magmasoft flow simulation, we remove air before injection. This creates dense walls and guarantees a fully sealed cooling channel.
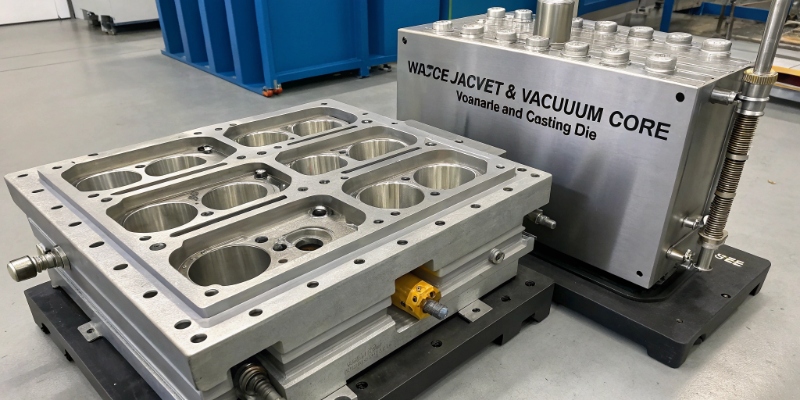
Early in my career on the workshop floor, I saw countless rejected motor housings. The water jacket is the hardest part to cast. It uses a long, complex sand core or steel slider system. The liquid aluminum flows around this area very fast. If air gets trapped, it forms holes inside the metal.
When we machine the O-ring grooves later, we cut into these hidden holes. The leak test fails. As a Supplier Quality Engineer, you know this stops your assembly line immediately.
My team does not guess. We use Magmasoft to simulate the metal flow. We see exactly where the air goes. We put vacuum valves in those exact spots. The pump pulls the air out just before the metal goes in.
| Defect Type | Root Cause | Our Solution |
|---|---|---|
| Internal porosity | Trapped air in thin walls | High-vacuum system (< 50 mbar) |
| Leaking O-ring groove | Machined open pores | Flow simulation and optimized gating |
| Incomplete fill | Cold metal or low pressure | Localized thermal control |
We also test 100% of the parts with air decay leak testing. If a housing loses pressure, the system rejects it automatically. You only receive safe parts.
How do we maintain tight concentricity for the stator and rotor?
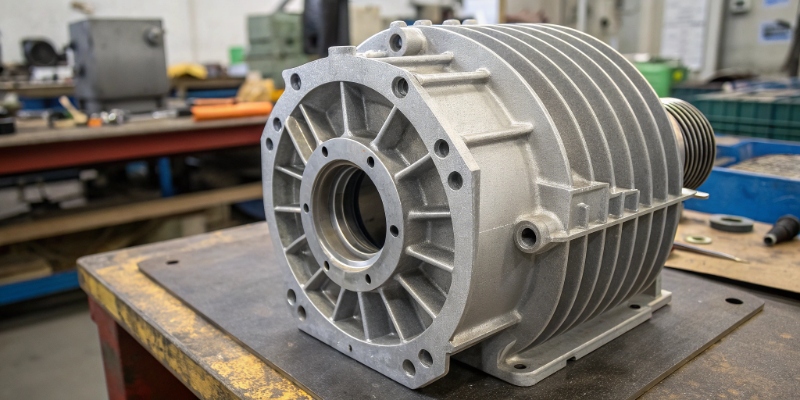
Poor concentricity causes stator scraping and severe motor vibration. This ruins the driving experience and damages bearings. We use single-setup CNC machining to guarantee perfect alignment.
We maintain strict concentricity by machining the main bore and bearing seats in a single setup. We use floating hydraulic fixtures to hold the part without stressing it. This prevents the housing from springing out of shape after we release it.

The electric motor spins at up to 20,000 RPM. The gap between the stator and the rotor is tiny. If the bearing seats at both ends do not share the exact same center line, the rotor will vibrate. I once helped a customer in Germany who faced massive noise issues in their motors. The root cause was poor concentricity in the aluminum housing.
Aluminum shrinks and warps when it cools. A motor housing is a large, hollow cylinder. It easily becomes oval instead of perfectly round. If you clamp an oval part tightly in a CNC machine, you force it to be round. You bore the hole perfectly. But when you unclamp it, the part springs back to its oval shape. The perfect hole is now oval too.
We solved this problem with smart fixtures. We use hydraulic clamping with floating support points. The fixture touches the part gently and locks in place. It holds the part firmly but does not change its natural shape.
Single Setup Machining
We machine the inner stator bore and both bearing bores at the exact same time on a multi-axis machine.
- Concentricity tolerance: < 0.05 mm.
- Cylindricity: < 0.03 mm.
We measure the first and last pieces of every shift on a CMM machine. This data goes into your PPAP package to prove our stability.
How do we achieve strong, lightweight thin walls without misruns?
Heavy motor housings reduce vehicle range. But thin walls cool too fast, causing incomplete filling and weak parts. We optimize mold temperatures to cast thin walls perfectly.
We achieve strong thin walls by using precise thermal management in the die. We apply high-pressure spot cooling in thick areas and heat the thin areas. This keeps the metal flowing smoothly and prevents cold shuts, ensuring the housing is light but strong.
Every Purchasing Director wants a cheaper, lighter part. Weight hurts the driving range of the electric car. So, designers make the outer walls of the motor housing as thin as 2.5 mm. I have spent countless nights on the shop floor trying to fill these thin walls.
The problem is that aluminum freezes very fast. When the liquid metal hits a cold, thin section of the mold, it stops moving. We call this a cold shut or a misrun. The part becomes weak. It fails structural tests.
You cannot just push the metal harder. You must control the heat.
Dynamic Mold Heating and Cooling
We map the temperature of the entire mold using thermal cameras.
- Heating: We use oil temperature controllers to pre-heat the areas where the wall is thin. This keeps the metal liquid for a longer time.
- Cooling: We use high-pressure jet cooling in the thick areas, like the mounting feet. This stops the metal from shrinking too much and causing cracks.
This heat balance allows us to cast large, lightweight housings without missing details. Your project stays on schedule, and you get a cost-effective, reliable component.
Conclusion
To produce perfect electric motor housings, you must control porosity, machining concentricity, and thermal balance. Our expertise ensures safe, lightweight parts that keep your assembly lines running smoothly.


