L’approvisionnement en composants structurels en aluminium et en boîtiers thermiques depuis la Chine n’est plus un simple exercice de réduction des coûts. Pour les intégrateurs mondiaux de rang 1 (Tier 1) et de rang 2 (Tier 2), c’est avant tout une question d’atténuation des risques. Lorsque vous développez un boîtier de contrôleur de moteur EV1 haute tension ou un nœud de châssis porteur, envoyer un modèle CAO 3D à une fonderie basique qui ne sait que "couler du métal" est une recette pour le désastre.
L’industrie automobile exige un tolérancement géométrique strict (GD&T), une traçabilité absolue et une conformité rigoureuse aux systèmes de management de la qualité IATF 169492. Si un fournisseur ne peut pas gérer le gauchissement thermique (thermal warpage) pendant la coulée ou garantir la coaxialité stricte des alésages de roulement lors de l’usinage, les taux de rebut et les arrêts de ligne d’assemblage effaceront rapidement toutes les économies initiales.
En tant que fabricant de moulage sous pression pour l’automobile3 axé sur l’ingénierie en Chine, nous comprenons que la véritable valeur réside dans l’exécution technique et la responsabilité à source unique (Single-Source Accountability). Voici à quoi ressemble un véritable fournisseur "Full-Service" dans la réalité de l’atelier de production.
La réalité du "Full-Service" dans le moulage sous pression automobile
De nombreux fournisseurs prétendent offrir une fabrication "clé en main". Cependant, si l’on regarde de près leur chaîne d’approvisionnement, ils sous-traitent souvent la fabrication des moules, l’usinage CNC secondaire ou les traitements de surface. Cette fragmentation conduit inévitablement au jeu du rejet de responsabilité (vendor blame game) lorsque les échantillons T1 ne respectent pas les tolérances dimensionnelles.
Chez EMP Tech, nous atténuons ce risque en conservant l’ensemble du cycle de vie de la production sous un même toit. Nous agissons en tant que partenaire de fabrication dédié de rang 2/3, garantissant que vos lignes d’assemblage fonctionnent sans heurts et que vous passez les audits de vos clients OEM sans friction.
Matrice de capacités : Fonderie standard vs. Partenaire d’ingénierie
| Phase de fabrication | Approche d’une fonderie standard | L’approche d’ingénierie EMP Tech |
|---|---|---|
| Outillage & DFM | Sous-traité à des outilleurs tiers ; modifications réactives. | Division d’outillage en interne. Simulation Moldflow proactive pour optimiser les attaques de coulée et les angles de dépouille avant de couper l’acier H13. |
| Procédé de coulée | HPDC standard ; inclusions d’air fréquentes et reprises froides. | Vacuum HPDC (350T à 3050T). Utilisation stratégique des talons de lavage (overflow wells) pour repousser la porosité inévitable hors des faces d’étanchéité critiques. |
| Usinage CNC | Montages multiples sur machines 3 axes ; risque élevé d’empilement des tolérances. | Usinage en un seul montage (single-setup) sur plus de 150 centres CNC 4 et 5 axes. Garantit une coplanéité et un positionnement (true position) stricts. |
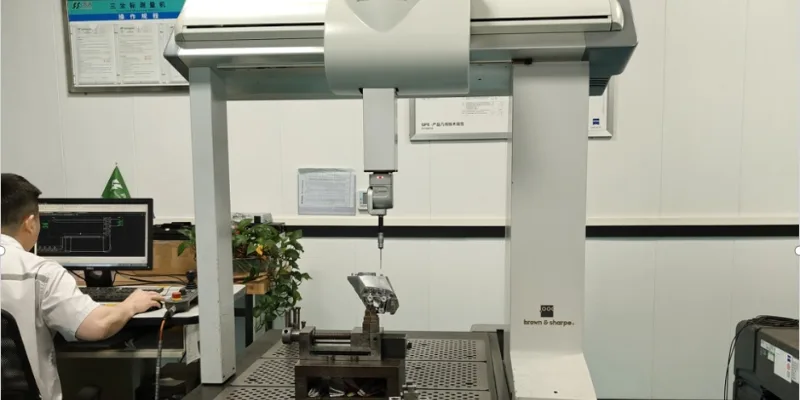
| Validation Qualité | Inspections visuelles ; mesures de base au pied à coulisse. | Données objectives brutes : CMM Zeiss, détection de défauts par rayons X, et tests d’étanchéité automatisés à 100 % (Air-Decay Leak Testing) en ligne. |
| Propreté technique | Nettoyage manuel à l’air comprimé ; risque élevé de copeaux résiduels. | Lignes de lavage par ultrasons dédiées répondant aux normes de propreté technique VDA 194. |
Compétences techniques fondamentales
Pour survivre aux audits rigoureux des chaînes d’approvisionnement automobiles allemandes, françaises et nord-américaines, un fournisseur doit maîtriser la thermodynamique, la métallurgie et l’usinage de précision.
1. Gestion de la porosité grâce au Vacuum HPDC
Les lois de la physique dictent que l’aluminium en fusion injecté à des vitesses extrêmes emprisonnera toujours de l’air. Si un fournisseur promet une "porosité nulle", il ignore la réalité métallurgique. La véritable solution d’ingénierie consiste à gérer cette porosité. Nous utilisons le moulage sous pression sous vide (Vacuum HPDC) pour évacuer l’air du moule quelques millisecondes avant la phase d’injection rapide. En adhérant strictement aux normes d’ingénierie et de conception de la NADCA5, nous manipulons les gradients thermiques pour nous assurer que toute micro-porosité est dirigée loin des nœuds structurels porteurs et des gorges de joints toriques.
2. Usinage CNC 5 axes en un seul montage (Single-Setup)
Couler la pièce n’est que la moitié de la bataille. Si vous vous approvisionnez en carters de transmission6, la coaxialité entre les alésages de roulement avant et arrière doit être absolue pour éviter le jeu d’engrenage (backlash) et les graves problèmes de bruit et de vibrations (NVH). Nous ne comptons pas sur la pièce brute de fonderie pour garantir cette précision. Notre installation d’usinage en interne7 utilise des centres CNC 5 axes et des gabarits de fixation à faible distorsion sur mesure (custom fixturing) pour réaliser toutes les opérations en un seul montage, atteignant des tolérances allant jusqu’à ±0,01 mm.

3. Étanchéité et propreté technique
Pour les composants critiques comme les bacs de batterie EV (Battery Trays)8, les fuites de liquide de refroidissement ou les infiltrations d’humidité provoqueront des courts-circuits catastrophiques. Nous contrôlons rigoureusement les vitesses d’avance CNC pour maintenir la rugosité de surface exacte (Ra) requise à l’intérieur des gorges de joints. De plus, les inspections visuelles ne peuvent pas vérifier une étanchéité. C’est pourquoi nous employons des tests de fuite par chute de pression automatisés à 100 % en ligne avant l’emballage.
Tout aussi critique est l’élimination des copeaux d’aluminium microscopiques coincés dans les trous borgnes taraudés. Une bavure égarée tombant sur une carte haute tension est un défaut fatal. Nous éliminons ce risque grâce à notre laboratoire de contrôle qualité de grade automobile9, en exécutant une extraction intensive des particules par ultrasons conformément aux normes ISO 16232 / VDA 19.
Survivre à l’audit Tier 1 : Données et traçabilité
Nous connaissons la pression à laquelle sont confrontés les intégrateurs de rang 2. Lorsqu’un auditeur OEM parcourt la ligne de production, il exige des preuves objectives et des données brutes. EMP Tech opère avec une note "A" à l’audit VDA 6.310. Nous fournissons une documentation PPAP de niveau 3 complète, y compris des études de capabilité Cpk/Ppk, une chimie des matériaux vérifiée par spectromètre par rapport aux normes ASTM11, et des rapports d’intégrité interne par rayons X.
Chaque pièce moulée est marquée au laser avec un code QR unique, garantissant une traçabilité absolue jusqu’au four de fusion spécifique, aux paramètres d’injection et à l’opérateur CNC.
Devenez partenaire d’une fonderie axée sur l’ingénierie
Ne laissez pas des défauts de conception cachés ou des capacités d’usinage non vérifiées faire dérailler votre prochain programme automobile. Si vous développez un boîtier de gestion thermique complexe ou un composant de châssis porteur, nous sommes prêts à évaluer les réalités physiques de votre conception.
Téléchargez vos fichiers CAO 3D (STEP/IGES) dès aujourd’hui12. Notre équipe d’ingénieurs fournira une revue DFM impitoyable et objective, mettra en évidence les risques de retassures potentiels via Moldflow, et vous remettra un devis de fabrication pragmatique sous 24 heures.
Références et Notes de bas de page
EMP Tech. Spécifications des boîtiers de contrôleur de moteur EV. ↩
International Automotive Task Force. Système de management de la qualité IATF 16949:2016. ↩
EMP Tech. Solutions de moulage sous pression pour l’automobile. ↩
Verband der Automobilindustrie (VDA). VDA 19.1 : Inspection de la propreté technique. ↩
North American Die Casting Association (NADCA). Normes d’ingénierie et de conception. ↩
EMP Tech. Moulage sous pression de carters de transmission. ↩
EMP Tech. Installations de fabrication et centres d’usinage CNC. ↩
EMP Tech. Capacités de production des bacs de batteries EV. ↩
EMP Tech. Laboratoire de contrôle qualité et inspection de grade automobile. ↩
Verband der Automobilindustrie (VDA). Audit de processus VDA 6.3. ↩
ASTM International. Spécifications standards pour le moulage sous pression d’alliages d’aluminium. ↩
EMP Tech. Télécharger CAO pour revue DFM et devis. ↩


