Die Beschaffung von strukturellen Aluminiumkomponenten und Thermomanagement-Gehäusen aus China ist längst keine simple Maßnahme zur Kostenreduktion mehr. Für globale Tier-1- und Tier-2-Systemintegratoren geht es primär um Risikominimierung. Wenn Sie ein hochvolt-fähiges EV-Motorsteuerungsgehäuse1 oder einen tragenden Fahrwerksknoten entwickeln, führt der Versand eines 3D-CAD-Modells an eine einfache Gießerei, die nur "Metall gießen" kann, unweigerlich in die Katastrophe.
Die Automobilindustrie fordert strikte Form- und Lagetoleranzen (GD&T), absolute Rückverfolgbarkeit und die kompromisslose Einhaltung der IATF 16949 Qualitätsmanagementsysteme2. Wenn ein Zulieferer den thermischen Verzug (Thermal Warpage) beim Gießen nicht im Griff hat oder die strikte Koaxialität von Lagerbohrungen bei der Zerspanung nicht gewährleisten kann, werden die daraus resultierenden Ausschussraten und Bandstillstände in der Montage jede anfängliche Kosteneinsparung sofort zunichtemachen.
Als ingenieurgetriebener Hersteller für den Aluminium-Druckguss in der Automobilindustrie3 verstehen wir, dass der wahre Wert in der Ausführung und der Verantwortung aus einer Hand (Single-Source Accountability) liegt. Hier ist ein pragmatischer Blick darauf, wie ein echter Full-Service-Zulieferer auf dem Gießereiboden agiert.
Die Realität von "Full-Service" im Automobil-Druckguss
Viele Zulieferer behaupten, "Turnkey"- oder "Full-Service"-Fertigung anzubieten. Sieht man sich jedoch deren Lieferkette genauer an, wird der Werkzeugbau, die CNC-Bearbeitung oder die Oberflächenbehandlung häufig an Subunternehmer ausgelagert. Diese Fragmentierung führt zum berüchtigten „Vendor Blame Game“ (Schuldzuweisungen), wenn die T1-Muster die Maßvorgaben verfehlen.
Bei EMP Tech minimieren wir dieses Risiko, indem wir den gesamten Produktlebenszyklus unter einem Dach bündeln. Wir agieren als dedizierter Tier-2/3-Fertigungspartner und stellen sicher, dass Ihre Montagelinien reibungslos laufen und Sie die strengen OEM-Audits ohne Reibungsverluste bestehen.
Fähigkeitsmatrix: Klassische Gießerei vs. Full-Service-Partner
| Fertigungsphase | Standard-Gießerei-Ansatz | Der EMP Tech Engineering-Ansatz |
|---|---|---|
| Werkzeugbau & DFM | Auslagerung an Dritte; reaktive Werkzeugänderungen. | In-House Werkzeugbau. Prädiktive Moldflow-Simulation zur Optimierung von Anschnitten und Formneigungen (Draft Angles), bevor H13-Stahl geschnitten wird. |
| Gießprozess | Standard-HPDC; hohes Risiko für Lufteinschlüsse und Kaltfließstellen. | Vakuum-HPDC (350T bis 3050T). Strategische Nutzung von Überlaufkanälen, um unvermeidbare Porosität von kritischen Dichtflächen fernzuhalten. |
| CNC-Zerspanung | Mehrfaches Umspannen auf 3-Achs-Maschinen; Addition von Toleranzfehlern. | Single-Setup-Bearbeitung (Eine Aufspannung) auf 150+ 4- und 5-Achs-CNC-Zentren. Garantiert strikte Koplanarität und Positionstoleranzen. |
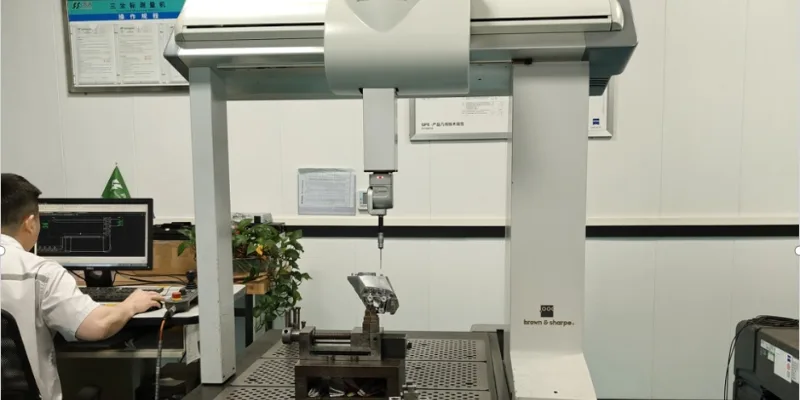
| Qualitätsvalidierung | Optische Sichtprüfung; einfache Messschieber. | Objektive Rohdaten: Zeiss CMM, Röntgenprüfung (X-Ray) und 100 % automatisierte Air-Decay-Dichtheitsprüfung in der Linie. |
| Sauberkeit | Manuelles Abblasen mit Druckluft; hohes Risiko für Restspäne. | Dedizierte Ultraschall-Waschanlagen gemäß VDA 19 Technische Sauberkeit4. |
Technische Kernkompetenzen
Um die rigorosen Audits der deutschen, französischen und nordamerikanischen Automobil-Lieferketten zu überstehen, muss ein Zulieferer Thermodynamik, Metallurgie und Präzisionszerspanung auf höchstem Niveau beherrschen.
1. Porositätsmanagement durch Vacuum-HPDC
Die physikalischen Gesetze diktieren, dass flüssiges Aluminium, welches mit hoher Geschwindigkeit in eine Form geschossen wird, Luft einschließt. Wenn ein Zulieferer „Null Porosität“ verspricht, ignoriert er die metallurgische Realität. Die ingenieurtechnische Lösung liegt im Management der Porosität. Wir nutzen Vakuum-Druckguss (Vacuum HPDC), um die Luft Millisekunden vor dem „Fast Shot“ (Schussphase) abzusaugen. Durch die strikte Einhaltung der NADCA-Designrichtlinien5 manipulieren wir die thermischen Gradienten so, dass unvermeidbare Lunker in unkritische Bereiche abgeleitet und O-Ring-Dichtflächen strikt porenfrei gehalten werden.
2. 5-Achs-CNC-Bearbeitung in einer Aufspannung (Single-Setup)
Der Guss ist nur die halbe Miete. Wenn Sie ein Getriebegehäuse6 beschaffen, muss die Koaxialität zwischen vorderer und hinterer Lagerbohrung absolut exakt sein, um Zahnflankenspiel (Backlash) und schwere NVH-Probleme (Geräusche und Vibrationen) zu verhindern. Wir verlassen uns bei der Präzision nicht auf das Rohteil. Unsere hauseigene Zerspanungsabteilung7 nutzt 5-Achs-CNC-Zentren und verzugsarme Spezialspannmittel, um alle kritischen Merkmale in einer Aufspannung mit Toleranzen von bis zu ±0,01 mm zu bearbeiten.

3. Leckagefreie Dichtung und Technische Sauberkeit
Bei EV-Komponenten wie EV-Batteriegehäusen (Battery Trays)8 führen Kühlmittelleckagen oder eindringende Feuchtigkeit zu katastrophalen Kurzschlüssen. Wir kontrollieren die CNC-Vorschubgeschwindigkeiten exakt, um die geforderte Oberflächenrauheit (Ra) in den Dichtnuten einzuhalten. Da Sichtprüfungen keine Dichtigkeit belegen, setzen wir vor der Verpackung eine 100%ige automatisierte Air-Decay-Dichtheitsprüfung ein.
Ebenso kritisch ist die Entfernung von mikroskopisch kleinen Aluminiumspänen aus Sacklochgewinden. Ein verirrter Span, der auf eine Hochvolt-Platine fällt, ist ein fataler Fehler. Wir eliminieren dieses Risiko durch unser Labor für Qualitätskontrolle9, das eine intensive Ultraschall-Partikelextraktion gemäß ISO 16232 / VDA 19 durchführt.
Das Tier-1-Audit bestehen: Daten und Rückverfolgbarkeit
Wir kennen den Druck, unter dem Tier-2-Integratoren stehen. Wenn ein OEM-Auditor die Fertigungslinie abschreitet, fordert er objektive Nachweise. EMP Tech operiert mit einer VDA 6.3 Auditierung mit "A"-Einstufung10. Wir liefern vollständige PPAP Level 3-Dokumentationen, einschließlich Cpk/Ppk-Fähigkeitsuntersuchungen, spektrometrisch verifizierter Materialchemie gemäß ASTM-Standards11 sowie Röntgenberichten zur inneren Bauteilintegrität.
Jedes Gussteil wird mit einem eindeutigen QR-Code lasermarkiert, was eine absolute Rückverfolgbarkeit (Traceability) bis zum spezifischen Schmelzofen, den Injektionsparametern und dem CNC-Bediener gewährleistet.
Partnerschaft mit einer ingenieurgetriebenen Gießerei
Lassen Sie nicht zu, dass versteckte Konstruktionsfehler oder ungeprüfte CNC-Kapazitäten Ihr nächstes Automotive-Projekt gefährden. Wenn Sie ein komplexes Thermomanagement-Gehäuse oder ein tragendes Fahrwerksbauteil entwickeln, sind wir bereit, die physikalischen Realitäten Ihres Designs zu evaluieren.
Laden Sie Ihre 3D-CAD-Daten (STEP/IGES) noch heute hoch12. Unser Engineering-Team führt ein kompromissloses, objektives DFM-Review durch, zeigt potenzielle Schwindungsrisiken via Moldflow auf und liefert Ihnen innerhalb von 24 Stunden ein pragmatisches Fertigungsangebot.
Referenzen & Fußnoten
EMP Tech. Spezifikationen für EV-Motorsteuerungsgehäuse. ↩
International Automotive Task Force. IATF 16949:2016 Qualitätsmanagementsystem. ↩
EMP Tech. Automobil-Druckgusslösungen. ↩
Verband der Automobilindustrie (VDA). VDA 19.1: Prüfung der Technischen Sauberkeit. ↩
North American Die Casting Association (NADCA). Engineering & Design Standards. ↩
EMP Tech. Druckguss von Getriebegehäusen. ↩
EMP Tech. Fertigungsanlagen & CNC-Zerspanungszentren. ↩
EMP Tech. Fertigungskapazitäten für EV-Batteriegehäuse. ↩
EMP Tech. Qualitätskontrolle & Inspektionslabor auf Automobilniveau. ↩
Verband der Automobilindustrie (VDA). VDA 6.3 Prozessaudit. ↩
ASTM International. Standard Specifications for Aluminum-Alloy Die Castings. ↩
EMP Tech. CAD für DFM-Review und Angebot hochladen. ↩


