Many auto part projects lose time and money because the process choice is made too late. I often see teams argue about cost first, then discover quality, lead time, or design limits much later.
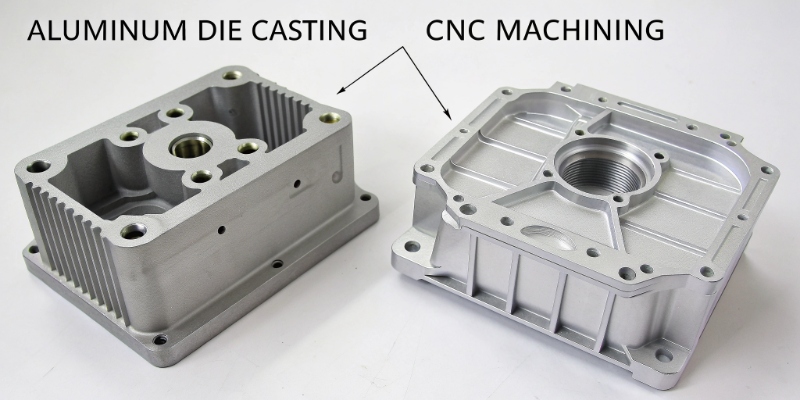
For auto parts, I choose aluminum die casting when I need high volume, complex shapes, and low piece cost after tooling. I choose CNC machining when I need low volume, tight flexibility, fast design changes, or very precise local features. The right answer depends on volume, geometry, quality needs, and program timing.
I have spent more than 20 years in aluminum alloy die casting and automotive precision parts. I started on the shop floor with mold work, machine setup, sampling, and mold repair. Later, I spent a lot of time at customer sites solving design and manufacturing problems. In recent years at EMP Tech, I have worked on motor controller housings, OBC housings, and other cast structural parts for new energy vehicle projects. In many of these programs, one question always comes up early. Should this part be die cast or machined? It sounds simple, but in real projects, this choice changes tooling cost, launch risk, PPAP timing, leak performance, and long-term supply stability. If you are an SQE or a purchasing leader, this comparison matters because it affects both technical risk and commercial risk.
When is aluminum die casting the better choice for auto parts?
Many teams look at die casting and only see tooling cost. That is too narrow. I look at the full life of the part, not just the first quotation. A high tool cost can still be the lower-risk and lower-cost path later.
I choose aluminum die casting for auto parts when annual volume is high, the geometry is complex, wall sections can be cast well, and the project needs strong cost efficiency over the life of production. Die casting is often the better route for housings, covers, brackets, and many parts with repeat demand.
Why I often push die casting for mature high-volume automotive programs
When a program has stable demand and the part shape is right, die casting gives me major advantages. First, it can form complex geometry in one shot. That means fewer separate operations and fewer chances to stack tolerance error from many machined steps. Second, the cycle time is much shorter once the tool is stable. That matters a lot when the customer needs large volume over several years. Third, the piece price usually drops clearly after the tooling is absorbed. I have seen this many times in motor and power electronics housings. A part that looked expensive at the tool quotation stage became the lower total-cost choice after the first year of mass production. I also like die casting when weight matters. I can use ribs, pockets, and local reinforcement in ways that would be much less efficient if I tried to machine the full shape from billet. Of course, I do not recommend die casting blindly. The part still needs good draft, controlled wall thickness, proper overflow design, and a realistic machining strategy. But when these conditions fit, die casting is usually the better manufacturing platform for automotive scale.
| Point I review | Why die casting can win |
|---|---|
| Annual volume | Tool cost spreads across many parts |
| Shape complexity | Complex features can be formed in one shot |
| Weight target | Ribs and thin walls are easier to build |
| Piece cost target | Unit cost drops well in mass production |
| Process route | Fewer separate operations may be needed |
| Program life | Long production life supports tooling payback |
When is CNC machining the better choice for auto parts?
Some parts do not belong in die casting, even if the buyer wants a lower unit price later. I have seen projects force the wrong process and then pay much more in rework, delays, and engineering changes.
I choose CNC machining when the volume is low, the design may still change, the lead time is very short, or the part needs local precision that is difficult or risky to build by die casting alone. CNC is often the better choice for prototypes, bridge production, and some safety or sealing-critical parts.
Why I still rely on CNC for many early-stage and flexible programs
CNC machining gives me freedom. That is its biggest value. If the design is still moving, I do not want to freeze a die casting tool too early. One design change in a cast part can mean tool rework, sampling delay, and more risk in customer timing. With CNC, I can react much faster. I can change a fixture, update a tool path, or adjust a feature without waiting for major mold modification. This is very useful in prototype and pilot stages. I also choose CNC when the customer needs small batches across many variants. In that case, die casting may never recover the tooling investment. Another reason is precision on specific features. I know die casting can produce very good repeatability, but some tight bores, sealing faces, and mating features still depend on machining for final control. In a few parts, the best path is not full die casting or full CNC. It is machined-from-solid for early builds, then die cast plus finish machining for SOP. I have used that path more than once. It helps the customer validate the function early while we reduce the later mass-production cost step by step.
| Point I review | Why CNC machining can win |
|---|---|
| Low annual volume | No large tooling investment needed |
| Design changes likely | Easier to revise and release updates |
| Short lead time | Faster start without mold development |
| Many part variants | Better flexibility across models |
| Tight local features | Easier direct control of precision zones |
| Prototype phase | Good for fast learning before tool freeze |
How do cost, tooling, and lead time really compare?
A lot of sourcing decisions fail because teams compare only the unit price. That is not enough. I always compare total program cost and timing, not just the quoted piece price.
Die casting usually needs higher upfront tooling cost and longer preparation time, but it often gives lower unit cost in mass production. CNC machining usually starts faster and avoids tool investment, but the unit cost stays higher because each part needs more machine time. I always compare cost by program stage and total volume.

How I explain the cost picture to sourcing and quality teams
I like to break the cost discussion into three phases. The first phase is launch. CNC usually looks better here because I can start fast and avoid heavy tooling cost. The second phase is ramp-up. This is where things become less obvious. If the design is not frozen, die casting can become expensive because tool changes add cost and timing risk. The third phase is steady mass production. In this phase, die casting often becomes much stronger because cycle time is short and material use is more efficient than machining from a larger block. I also include hidden costs in my review. For die casting, I include tool maintenance, sampling loops, trim tooling, and the risk of porosity-related scrap. For CNC, I include raw material waste, cutting time, tool wear, fixture complexity, and operator loading time. I have sat in many meetings where one team showed a cheaper piece price from casting and another team showed lower launch cost from machining. Both were right, but neither was looking at the full picture. That is why I always ask for a break-even view, a timing map, and a risk map before I support a sourcing decision.
| Cost factor | Die casting | CNC machining |
|---|---|---|
| Upfront tooling | High | Low |
| Launch speed | Slower | Faster |
| Unit cost at high volume | Lower | Higher |
| Material utilization | Better | Often lower |
| Design change cost | Higher after tool release | Lower |
| Break-even point | Needs volume | Works at low volume |
What about quality, tolerance, and consistency?
Many people assume CNC always means better quality. That is too simple. Quality depends on the feature, the control plan, and the real use of the part. I compare quality in a more practical way.
CNC machining usually gives stronger control on tight local dimensions and surface finish. Die casting usually gives strong repeatability for near-net complex shapes at scale. For many auto parts, the best result comes from die casting the main form and machining only the critical features.
How I judge quality risk between the two processes
I split quality into shape quality and feature quality. Die casting is very good at repeating a complex outer form once the mold is stable and the thermal balance is under control. That makes it strong for housings and covers with many integrated features. But die casting also brings process-specific risks like porosity, flash, warpage, and local dimensional drift from heat balance changes. CNC machining has different strengths. It gives me direct control over bores, threads, flatness zones, and tight mating surfaces. But CNC also has its own risks. If the fixture is weak or the raw part moves, I can still lose consistency. I have seen machined parts pass one critical bore and fail overall flatness because the setup strategy was poor. In many automotive projects, I do not treat die casting and CNC as enemies. I treat them as partners. I use die casting to create the near-net shape and cost advantage. Then I use CNC to lock down the few dimensions that truly matter. This is often the most realistic path for leak-tight housings and precision interfaces.
| Quality point | Die casting | CNC machining |
|---|---|---|
| Complex near-net shape | Strong | Weaker |
| Tight local tolerance | Moderate alone | Strong |
| Surface finish on critical zones | Usually needs machining | Strong |
| Porosity risk | Present | Very low in solid stock |
| Flatness stability | Process dependent | Setup dependent |
| Best use | Base shape | Critical finish features |
How do I decide between die casting and CNC machining in a real project?
The wrong way is to decide by habit. The right way is to decide by part function, demand, timing, and risk. I use a simple but strict review path.
In a real project, I decide between die casting and CNC machining by checking five things first: annual volume, geometry, feature tolerance, launch timing, and total program cost. If needed, I use a staged route, starting with CNC and moving to die casting plus finish machining later.
The decision path I use with customers and suppliers
I start with the part function. Is it structural, sealing-critical, cosmetic, or mainly a housing? Then I check the forecast. A part with 5,000 pieces a year and a part with 500,000 pieces a year should not be judged the same way. Next, I study the geometry. Can the shape be cast with good flow, draft, ejection, and thermal balance? Or does it contain features that make die casting unstable and expensive? After that, I review the tolerance map. I do not just ask if the part needs tight tolerance. I ask where it needs it. If only a few zones are critical, then die casting plus local machining may be the best answer. Then I look at timing. If the customer needs parts in weeks, CNC may be the only realistic route at first. I also review risk from the supplier side. Does the supplier really have the die casting experience, vacuum control, mold capability, and PPAP discipline needed for this part? In one project, I advised the customer to begin with machined samples for validation, while we developed the die casting tool in parallel. That gave the engineering team speed and gave the sourcing team a lower mass-production cost later. In my experience, this kind of staged decision is often the smartest one.
| Decision factor | My question |
|---|---|
| Volume | Will the tooling pay back in real production? |
| Geometry | Can the part be cast in a stable way? |
| Tolerance map | Are only local features truly critical? |
| Timing | Do we need parts before tooling is ready? |
| Supplier capability | Can the supplier control the real risks? |
| Program stage | Should we use one process now and another later? |
Conclusion
I choose aluminum die casting for stable high-volume parts with complex shapes, and CNC machining for low-volume, flexible, or fast-change needs. In many auto projects, the best answer is a smart mix of both.


