Are you struggling to find reliable ways to join or repair high-pressure die castings without compromising performance? Traditional welding methods often introduce defects, leaving you with weak points and costly rejections.
Friction Welding (FW) and Friction Stir Welding (FSW) are solid-state joining processes that avoid melting the material, preserving the parent material’s properties and creating strong, defect-free joints in HPDC components.
In my two decades of experience with aluminum alloy die casting, I’ve seen firsthand how challenging it can be to join these components. Unlike wrought aluminum, die castings often contain porosity and fine intermetallic phases, making them notoriously difficult to weld with traditional fusion methods like TIG or MIG. The heat from fusion welding can exacerbate porosity, create hot cracks, and degrade the material’s properties. I remember a project where we had to join two halves of a complex motor housing. Initial attempts with fusion welding resulted in unacceptable levels of porosity and significant distortion. That’s when we turned to solid-state welding. Understanding the nuances between Friction Welding and Friction Stir Welding became critical. These methods allowed us to achieve robust, high-integrity joints that performed perfectly under demanding automotive conditions, providing a crucial solution for our Tier 2 customers like those in Germany and Canada.
What are the fundamental principles of Friction Welding and Friction Stir Welding?
Do you find yourself confusing Friction Welding and Friction Stir Welding, or are you unsure about their core mechanisms? Misunderstanding these fundamental differences can lead to misapplications and inefficient joint designs.
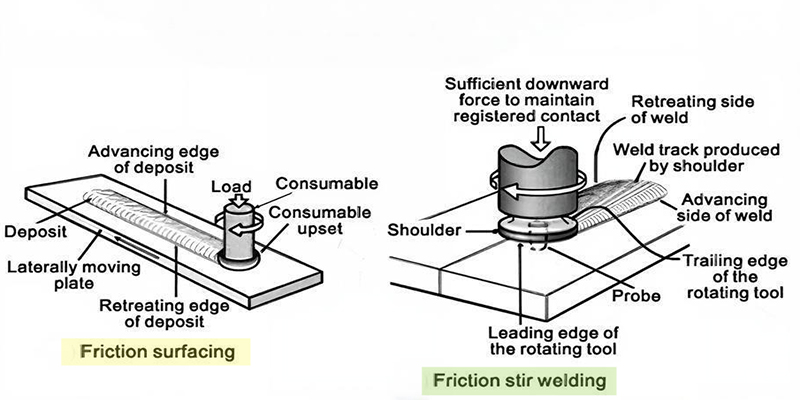
Friction Welding joins components by rotating one part against another under pressure, generating heat to create a solid-state bond, whereas Friction Stir Welding uses a non-consumable rotating tool to generate frictional heat and stir material between two stationary parts.
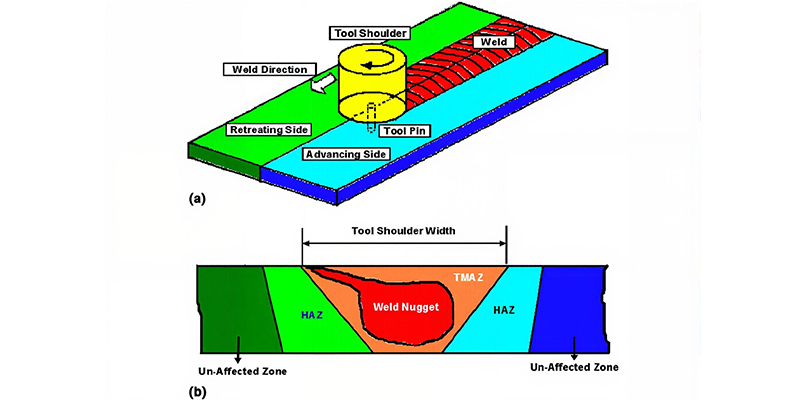
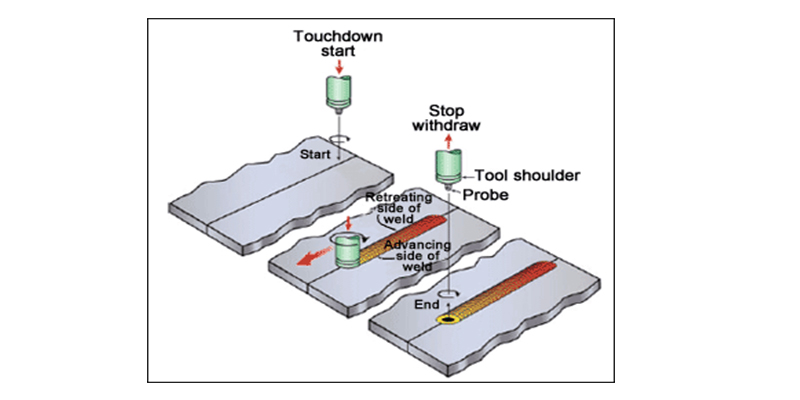
Both FW and FSW fall under the umbrella of solid-state welding, meaning they join metals without reaching their melting point. This is a game-changer for die castings, where the inherent microstructure can be severely compromised by melting. However, their mechanics are quite different. Friction Welding (FW), often called rotary friction welding, is typically used for joining axisymmetric parts or components with similar cross-sections. You hold one part stationary, spin the other at high speed, and then press them together. The friction generates intense heat at the interface, causing the material to soften and plastically deform. When rotation stops and pressure increases, the atoms of the two parts intermingle, forming a strong metallurgical bond. Friction Stir Welding (FSW), in contrast, involves a specially designed non-consumable tool. This tool has a pin and a shoulder. The rotating pin plunges into the joint line between two stationary workpieces, and the shoulder rubs against the surface. The frictional heat softens the material, and the rotating tool mechanically stirs and mixes the softened material, forging a solid-state bond. This process is excellent for linear or curved butt and lap joints.
Key Differences in Mechanics
| Feature | Friction Welding (FW) | Friction Stir Welding (FSW) |
|---|---|---|
| Movement | One workpiece rotates, the other stationary. | Non-consumable tool rotates and traverses joint line. |
| Heat Gen. | Direct friction between workpieces. | Friction between tool and workpieces. |
| Geometry | Typically axisymmetric parts (e.g., shafts to plates). | Butt and lap joints (linear, curved). |
| Material Process | Heat, then axial pressure, upset occurs. | Tool stirs plasticized material, generating a fine grain structure. |
Where does each process shine in HPDC part fabrication and repair?
Are you struggling to determine whether Friction Welding or Friction Stir Welding is the right fit for your specific die casting application? Choosing the wrong process can lead to design limitations or costly failures.
Friction Welding excels in joining components with cylindrical or annular interfaces, while Friction Stir Welding is superior for creating linear or curvilinear joints, such as those found in complex housings or structural profiles.
The choice between FW and FSW depends heavily on the geometry of the parts you need to join and the specific requirements of the application. For instance, if you need to attach a cylindrical shaft to a die-cast bracket, Friction Welding is often the most efficient and robust solution. I’ve seen it used to join heat sinks to electronic enclosures, or to attach small bosses to larger components. The rapid nature of FW and the full-face bond it creates are highly advantageous for these types of connections. However, for a major new energy vehicle project requiring the joining of multiple large cast sections to form a complex battery enclosure, Friction Stir Welding is generally preferred. FSW is particularly adept at producing long, continuous, high-integrity seams, even through thick sections of aluminum. It’s often used for joining extruded profiles to die-cast end caps or for creating complex assemblies from several cast pieces. For example, if you have a large cast structural member that needs complex internal baffles or mounting points which are also cast, FSW can join these components with minimal distortion and excellent mechanical properties, crucial for parts that need to withstand high loads or maintain high airtightness.
How do these processes address material-specific challenges in HPDC alloys?
Are you concerned that the unique metallurgy of high-pressure die-cast (HPDC) aluminum alloys might limit its weldability, even with solid-state methods? Traditional welding often struggles with these materials.
Both FW and FSW effectively mitigate challenges posed by HPDC alloys, such as porosity and brittle intermetallic phases, by avoiding melting and instead forming finer, more homogeneous microstructures at the joint interface.

High-pressure die castings, while excellent for complex shapes and high volumes, come with specific metallurgical characteristics due to their rapid solidification. They often contain fine, dispersed porosity and a network of intermetallic phases that can become coarse and brittle when subjected to the high temperatures of fusion welding. This is where solid-state welding truly shines. Because neither FW nor FSW melts the base material, they don’t exacerbate porosity or lead to the formation of new, detrimental phases. In fact, FSW, through its intense stirring action, can actually refine the grain structure, break up and disperse existing porosity, and redistribute intermetallic particles, leading to a more homogeneous and stronger joint region than the parent material itself. This makes these processes especially valuable for HPDC parts that need to be heat-treated for optimal mechanical properties. The absence of a cast fusion zone means the heat treatment response of the weld zone will be much more similar to that of the base material. This is a critical advantage for components like structural castings or motor housings where predictable performance is non-negotiable.
How do we assess the integrity of these solid-state joints in die castings?
Are you questioning the reliability and strength of solid-state joints in HPDC components, or how to properly verify their quality? Without robust assessment, even advanced methods can fail to meet stringent requirements.
Joint integrity is assessed through a combination of non-destructive tests (NDT) like X-ray and ultrasonic inspection for internal defects, and destructive tests like tensile and fatigue testing to verify mechanical properties and microstructure.
When you’re dealing with critical automotive components, simply making a weld is not enough; you need to prove its integrity. Just like we rigorously perform DFM analysis and factory inspections for our German Tier 2 customers, we apply the same disciplined approach to validating welded joints. The assessment starts with non-destructive testing (NDT), which is crucial for production parts. We use X-ray radiography to detect any internal voids, lack of fill, or inclusions, ensuring the weld is solid. For particularly critical applications, ultrasonic testing provides even more detailed mapping of any internal discontinuities. But NDT only tells part of the story. To truly understand the joint’s performance, destructive testing is essential, especially during process development and qualification. We perform tensile tests to measure the ultimate strength and yield strength, often comparing them to the parent material. Fatigue testing is critical for components that will experience cyclic loading. Finally, microstructural analysis, involving sectioning and polishing samples for microscopic examination, allows us to verify the grain refinement and absence of defects exactly where the weld occurred.
Key Assessment Methods
| Method | Type | Purpose | Key Insight |
|---|---|---|---|
| X-Ray / CT | Non-Destructive | Detect internal porosity, voids, lack of fusion. | Verifies volumetric soundness, crucial for critical parts. |
| Ultrasonic | Non-Destructive | Maps subtle internal defects, bond quality. | High sensitivity for internal mapping, complex geometries. |
| Tensile Test | Destructive | Measures strength, ductility of the joint. | Quantifies mechanical strength, compares to base metal. |
| Fatigue Test | Destructive | Assesses lifespan under cyclic loading. | Essential for parts with dynamic loads (e.g., chassis). |
| Microscopic Analysis | Destructive | Examines grain structure, defect types, phases. | Confirms metallurgical quality and process effectiveness. |
What are the comparative advantages and limitations for post-casting operations?
Are you still unsure which solid-state welding process—FW or FSW—offers the best advantages for your specific high-pressure die casting post-processing needs? A clear comparison can guide your decision.
Friction Welding offers rapid processing for axisymmetric parts with high joint strength, but FSW provides greater geometric flexibility for complex, linear joints, often with superior fatigue performance due to fine grain structures.
When advising our clients, especially those with stringent performance requirements like Tier 1 automotive suppliers from Germany and North America, we always present a clear picture of the trade-offs. Friction Welding, in its rotary form, is incredibly fast and highly automated, making it excellent for high-volume production of specific joint types. The resulting flash needs to be trimmed, but the joint strength is typically very high, often exceeding that of the parent material. However, its primary limitation is geometric: it’s best for joining a cylindrical part to another part. Friction Stir Welding, on the other hand, offers unparalleled flexibility in joint design. It can create long, intricate seams on large panels or complex enclosures. The finely refined microstructure in an FSW joint often translates to superior fatigue properties, which is a major advantage for structural components subjected to cyclic stresses. The downside can be slower process speeds for long joints and the potential need for specialized tooling, particularly for complex 3D paths. Both methods produce minimal heat-affected zones and are excellent for die castings, but the ultimate choice depends on the specific geometry, production volume, and performance requirements of the final assembly.
Process Selection Matrix
| Feature / Process | Friction Welding (FW) | Friction Stir Welding (FSW) |
|---|---|---|
| Strengths | Fast cycle times, high strength, fully automated, minimal distortion, good for dissimilar metals. | Excellent for linear/curved joints, superior fatigue life, low distortion, no consumables, refines microstructure, excellent for porosity. |
| Limitations | Limited to axisymmetric joint geometries, generates flash, precise part alignment required. | Slower speeds for long joints, tool wear, potential "keyhole" at joint end, precise process control for complex paths. |
| Best For HPDC | Attaching studs, shafts, or bosses to cast plates/housings. | Large structural components, battery trays, complex housings, sealing long seams. |
Conclusion
Both Friction Welding and Friction Stir Welding provide robust, solid-state solutions for joining high-pressure die castings by preserving material integrity. Selecting the optimal method hinges on joint geometry, required mechanical properties, and production efficiency demands.


