L’industrie automobile connaît une transformation rapide vers l’électrification et la conduite autonome. Cette évolution s’accompagne d’un défi technique majeur : la gestion thermique. Des phares LED haute puissance aux systèmes de gestion de batterie (BMS), les composants électroniques génèrent plus de chaleur que jamais dans des espaces de plus en plus réduits.
Le moulage sous pression de dissipateurs thermiques automobiles (Automotive Heatsink Die Casting) s’impose comme le procédé de fabrication le plus efficace pour produire des solutions thermiques complexes, légères et rentables en grande série. En tant que fabricant certifié IATF 16949, EMP Tech se spécialise dans le moulage sous pression d’aluminium (HPDC) pour livrer des dissipateurs maximisant la surface d’échange et la performance de refroidissement.
Pourquoi choisir le moulage sous pression pour les dissipateurs automobiles ?
Si l’extrusion et l’usinage sont courants pour le prototypage, le moulage sous pression d’aluminium est le standard incontournable pour la production de masse dans le secteur automobile.
Voici pourquoi les ingénieurs privilégient les dissipateurs moulés pour les composants critiques :
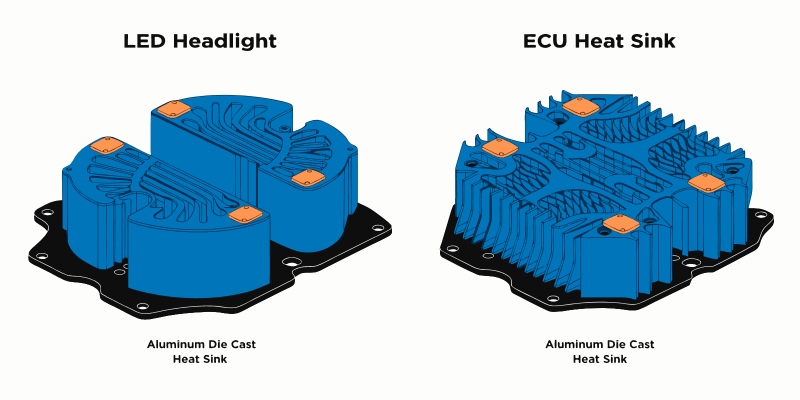
- Géométries 3D Complexes : Contrairement à l’extrusion (limitée aux profils 2D), le moulage permet de créer des ailettes à picots (pin fins), des ailettes décalées et des bossages de montage intégrés en une seule injection. Cela maximise la surface de refroidissement dans un encombrement limité.
- Allègement et Intégration : En optimisant l’épaisseur des parois et en intégrant des fonctions (comme des boîtiers de connecteurs) directement dans le dissipateur, nous réduisons le nombre de pièces et le poids total du véhicule — un facteur essentiel pour l’autonomie des VE.
- Rentabilité (Coût-Efficacité) : Pour des volumes de production dépassant 5 000 unités, le moulage sous pression offre le coût par pièce le plus bas grâce à des cycles rapides et un gaspillage de matière minimal.
Comparatif : Moulage sous pression vs Extrusion vs Forgeage à froid
Le choix du bon procédé dépend de vos exigences thermiques et de vos volumes. Le tableau ci-dessous vous aide à sélectionner la meilleure méthode pour votre projet :
| Caractéristique | Moulage sous pression (ADC12 / AlSi10Mg) | Extrusion (AL6063) | Forgeage à froid (AL1070) |
|---|---|---|---|
| Liberté de conception | Élevée (Formes 3D, ailettes picots) | Faible (Profils 2D uniquement) | Moyenne (Picots ronds surtout) |
| Volume de production | Élevé (Idéal pour la série) | Faible à Moyen | Moyen |
| Coût unitaire (Série) | Faible | Moyen | Élevé |
| Conductivité thermique | Bonne (~96-120 W/m·K) | Excellente (~200 W/m·K) | Excellente (~220 W/m·K) |
| Intégration système | Excellente (Boîtier + Dissipateur en un) | Mauvaise (Assemblage requis) | Mauvaise |
Note : Bien que l’aluminium extrudé ait une conductivité thermique brute plus élevée, le moulage sous pression permet une surface d’échange nettement supérieure dans un volume donné, résultant souvent en une meilleure capacité de refroidissement globale du système.
Conception pour la Fabrication (DFM) des dissipateurs
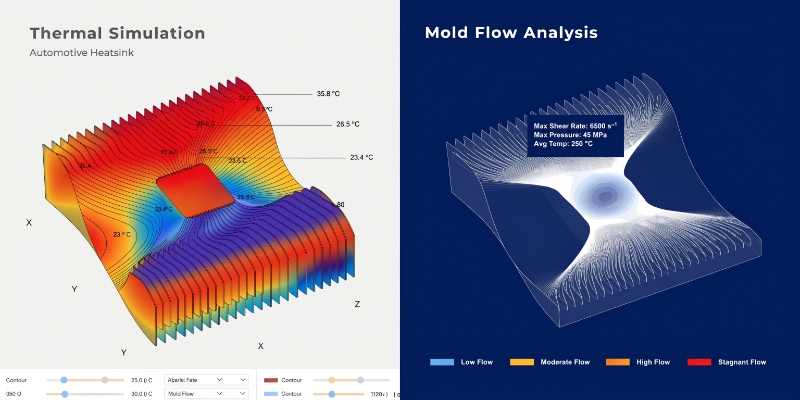
Pour garantir une haute performance thermique et une faisabilité industrielle, nous utilisons des logiciels avancés de simulation Moldflow et d’analyse thermique avant même de concevoir le moule.
Considérations DFM clés :
- Angles de dépouille : Les ailettes nécessitent un angle spécifique (généralement 1° à 2°) pour être éjectées du moule sans arrachement de matière.
- Ratio Hauteur/Espacement des ailettes : Nous optimisons l’espacement entre les ailettes pour éviter le phénomène d’étouffement de l’air ("air choking") tout en maximisant la surface.
- Contrôle de la porosité : Les poches d’air agissent comme des isolants thermiques. Nous utilisons le moulage sous vide (Vacuum HPDC) pour minimiser la porosité et assurer une structure matérielle dense favorisant le transfert de chaleur.
Usinage de précision : La clé du contact thermique
Un dissipateur thermique n’est efficace que si son contact avec la source de chaleur (PCB, Puce ou IGBT) est parfait. Une surface voilée crée des lames d’air qui entraînent une défaillance thermique.
Chez EMP Tech, nous utilisons l’usinage CNC pour fraiser l’interface de montage avec une planéité de l’ordre du micron. Cela assure un contact à 100 % avec le matériau d’interface thermique (TIM), garantissant une dissipation maximale.
Applications dans les véhicules modernes
Nos capacités en moulage sous pression de dissipateurs thermiques automobiles couvrent une large gamme d’applications :
- Dissipateurs pour phares LED : Gestion de la chaleur pour les feux de route/croisement afin d’éviter la buée et la dégradation des LED.
- Boîtiers ECU & ADAS : Boîtiers intégrés où le corps en aluminium agit lui-même comme dissipateur pour les processeurs.
- Composants Batteries & Onduleurs VE : Plaques de refroidissement et couvercles pour l’électronique de puissance.
- Systèmes d’infodivertissement : Refroidissement du châssis arrière pour les cockpits numériques ("Digital Cockpit").

Votre partenaire pour les solutions thermiques automobiles
Lorsque vous approvisionnez des dissipateurs thermiques automobiles moulés sous pression, vous avez besoin d’un partenaire qui comprend à la fois la thermodynamique et la métallurgie.
EMP Tech offre une solution clé en main : de l’analyse DFM et Moldflow à la fonderie, en passant par l’usinage CNC et les traitements de surface (Anodisation, E-coating, Sablage).
Prêt à optimiser le refroidissement de vos électroniques ?
Contactez notre équipe d’ingénieurs dès aujourd’hui pour une revue de conception gratuite et un devis.
Email : [email protected]


