Beaucoup de projets de pièces automobiles perdent du temps et de l’argent parce que le bon procédé est choisi trop tard. Je vois souvent des équipes comparer d’abord le prix pièce, puis découvrir plus tard les limites de qualité, de délai ou de conception.
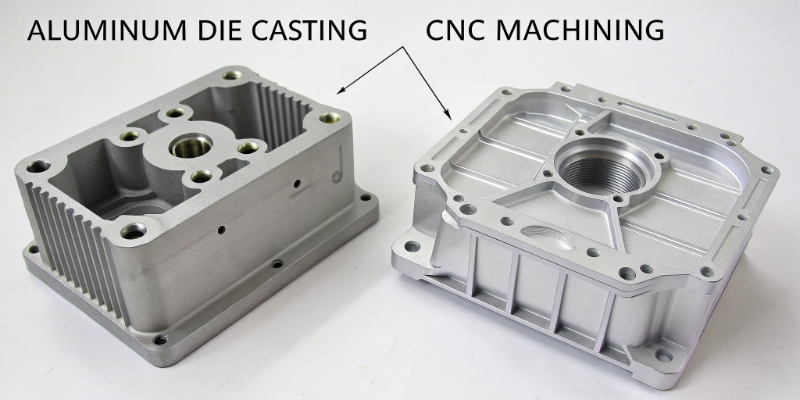
Pour les pièces automobiles, je choisis le moulage sous pression d’aluminium quand j’ai besoin de grands volumes, de formes complexes et d’un coût pièce plus bas après l’outillage. Je choisis l’usinage CNC quand j’ai besoin de petites séries, de changements rapides, d’un lancement court ou de détails locaux très précis. Le bon choix dépend du volume, de la géométrie, de la qualité visée et du calendrier du projet.
Je travaille dans le moulage sous pression d’aluminium et les pièces automobiles de précision depuis plus de vingt ans. J’ai commencé dans l’atelier, avec les moules, les réglages machine, les essais et la réparation. Plus tard, j’ai passé beaucoup de temps chez les clients pour résoudre des problèmes entre conception et fabrication. Chez EMP Tech, j’ai participé à plusieurs projets de véhicules à énergie nouvelle, comme des carters de contrôleur moteur, des carters OBC et des pièces de structure moulées. Dans presque tous ces projets, la même question arrive très tôt. Faut-il couler la pièce ou l’usiner ? Cette décision paraît simple, mais elle change le coût d’outillage, le risque au lancement, le PPAP, l’étanchéité et la stabilité de la chaîne d’approvisionnement. Si vous êtes SQE ou responsable achats, cette comparaison touche à la fois la technique, le coût et le délai.
Quand le moulage sous pression d’aluminium est-il le meilleur choix pour les pièces automobiles ?
Beaucoup d’équipes regardent le moulage sous pression et ne voient que le coût de l’outillage. Pour moi, ce n’est pas suffisant. Je regarde toujours toute la vie du projet, et pas seulement le premier devis.
Je choisis le moulage sous pression d’aluminium pour les pièces automobiles quand le volume annuel est élevé, la géométrie est complexe, les sections peuvent être bien coulées et le programme vise un bon coût pièce sur la durée. Le moulage sous pression est souvent le bon choix pour les carters, couvercles, supports et beaucoup de pièces avec une demande répétée.
Pourquoi je pousse souvent le moulage sous pression pour les programmes de série stables
Quand un programme a une demande stable et que la forme de la pièce convient au procédé, le moulage sous pression me donne plusieurs avantages. D’abord, je peux créer une forme complexe en une seule opération. Cela réduit le nombre d’étapes séparées et diminue le risque d’accumuler des écarts de tolérance au fil de plusieurs usinages. Ensuite, le temps de cycle est bien plus court quand l’outillage est stabilisé. C’est très important quand le client a besoin de grands volumes pendant plusieurs années. Enfin, le coût pièce baisse souvent fortement après amortissement de l’outillage. J’ai vu cela plusieurs fois sur des carters pour électronique de puissance. Le coût initial semblait élevé, mais après le démarrage série, le moulage sous pression devenait clairement plus compétitif sur toute la durée du projet. J’aime aussi ce procédé quand la réduction de poids compte. Je peux intégrer des nervures, des poches et des renforts locaux d’une façon qui serait beaucoup moins efficace si je partais d’un bloc plein à usiner. Bien sûr, je ne recommande pas ce procédé sans vérifier la conception. Il faut des dépouilles adaptées, des épaisseurs maîtrisées, de bons débordements et une stratégie réaliste d’usinage final. Mais quand ces conditions sont réunies, c’est souvent la meilleure base de fabrication en automobile.
| Point que je vérifie | Pourquoi le moulage sous pression peut gagner |
|---|---|
| Volume annuel | Le coût d’outillage se répartit sur beaucoup de pièces |
| Complexité de la forme | Les formes complexes peuvent être faites en une fois |
| Objectif de poids | Les nervures et parois fines sont plus faciles à intégrer |
| Objectif de coût pièce | Le coût baisse bien en grande série |
| Chaîne de fabrication | Moins d’opérations séparées sont souvent nécessaires |
| Durée du programme | Une longue série justifie mieux l’outillage |
Quand l’usinage CNC est-il le meilleur choix pour les pièces automobiles ?
Certaines pièces ne sont pas de bonnes candidates pour le moulage sous pression, même si l’acheteur veut un coût pièce plus bas plus tard. J’ai vu des projets forcer le mauvais procédé et payer ensuite plus cher en retouches, en délais et en changements.
Je choisis l’usinage CNC quand le volume est faible, la conception peut encore évoluer, le délai est très court ou la pièce demande une précision locale difficile à obtenir en moulage seul. Le CNC est souvent le meilleur choix pour les prototypes, les pré-séries et certaines pièces très sensibles sur les zones fonctionnelles.
Pourquoi je garde le CNC pour beaucoup de phases amont et de projets flexibles
L’usinage CNC me donne de la souplesse. C’est sa plus grande force. Si la conception bouge encore, je ne veux pas figer trop tôt un outillage de moulage sous pression. Un seul changement sur une pièce moulée peut entraîner une modification de moule, un nouveau plan d’essai et un retard chez le client. Avec le CNC, je peux réagir beaucoup plus vite. Je peux changer un montage, corriger un programme ou ajuster une zone sans passer par une lourde reprise d’outillage. C’est très utile en prototype et en phase pilote. Je choisis aussi le CNC quand le client demande de petits volumes sur beaucoup de variantes. Dans ce cas, l’investissement en outillage de moulage n’est souvent jamais récupéré. Une autre raison est la précision de certaines zones. Je sais que le moulage sous pression peut donner une bonne répétabilité, mais certains alésages, surfaces d’étanchéité et plans d’interface demandent encore une finition par usinage. Sur quelques pièces, la meilleure solution n’est ni 100 % moulage, ni 100 % CNC. Je commence alors par des pièces usinées dans la masse pour les premiers essais, puis je passe à une pièce moulée avec usinage final pour la série. J’ai utilisé cette approche plus d’une fois. Elle aide l’équipe de développement à valider vite, puis elle réduit le coût pour la production série.
| Point que je vérifie | Pourquoi l’usinage CNC peut gagner |
|---|---|
| Faible volume annuel | Pas besoin d’un gros investissement outillage |
| Changements probables | Les modifications sont plus rapides |
| Délai court | Le lancement est plus rapide sans moule |
| Beaucoup de variantes | Plus de souplesse entre les références |
| Détails locaux précis | Les zones critiques sont mieux contrôlées |
| Phase prototype | Bonne solution pour apprendre vite |
Comment comparer vraiment le coût, l’outillage et le délai ?
Beaucoup de décisions d’achat échouent parce que les équipes ne comparent que le prix pièce. Pour moi, ce n’est jamais assez. Je compare toujours le coût total du programme et le temps réel.
Le moulage sous pression demande souvent un outillage plus cher et plus de préparation, mais il donne souvent un coût pièce plus bas en grande série. L’usinage CNC démarre souvent plus vite et sans gros outillage, mais le coût pièce reste plus élevé parce que chaque pièce consomme plus de temps machine. Je compare toujours le coût selon la phase du projet et le volume total.

Comment j’explique l’image de coût aux achats et à la qualité
J’aime découper la discussion coût en trois phases. La première phase est le lancement. Ici, le CNC paraît souvent meilleur, car je peux démarrer vite et éviter un gros budget d’outillage. La deuxième phase est la montée en cadence. Là, l’image devient moins simple. Si la conception n’est pas figée, le moulage sous pression peut devenir coûteux, car les changements d’outillage ajoutent du coût et du risque sur le délai. La troisième phase est la production stable. À ce moment-là, le moulage sous pression devient souvent bien plus fort, car le temps de cycle est court et l’utilisation matière est meilleure que dans l’usinage d’un bloc plus grand. J’ajoute aussi les coûts cachés dans mon analyse. Pour le moulage sous pression, j’inclus la maintenance du moule, les boucles d’essai, l’outil de détourage et le rebut lié à la porosité. Pour le CNC, j’inclus la perte de matière, l’usure outil, la complexité du montage et le temps machine. J’ai participé à beaucoup de réunions où une équipe montrait un meilleur prix pièce en moulage et l’autre un meilleur coût de lancement en CNC. Les deux avaient raison, mais aucune ne regardait tout le programme. C’est pour cela que je demande toujours une vue de seuil de rentabilité, une carte de délai et une carte de risque avant de soutenir une décision.
| Facteur de coût | Moulage sous pression | Usinage CNC |
|---|---|---|
| Outillage initial | Élevé | Faible |
| Vitesse de lancement | Plus lente | Plus rapide |
| Coût pièce à grand volume | Plus bas | Plus haut |
| Utilisation matière | Meilleure | Souvent moins bonne |
| Coût des changements | Plus haut après moule | Plus bas |
| Point d’équilibre | Demande du volume | Fort sur petites séries |
Qu’en est-il de la qualité, des tolérances et de la stabilité ?
Beaucoup de gens pensent que CNC veut toujours dire meilleure qualité. Pour moi, c’est trop simple. La qualité dépend de la zone fonctionnelle, du plan de contrôle et du vrai besoin de la pièce.
L’usinage CNC donne souvent une meilleure maîtrise des tolérances locales serrées et de l’état de surface sur les zones critiques. Le moulage sous pression donne souvent une bonne répétabilité de formes complexes proches du net shape en grande série. Pour beaucoup de pièces automobiles, le meilleur résultat vient d’une pièce moulée avec usinage final des zones critiques.
Comment j’évalue le risque qualité entre les deux procédés
Je sépare la qualité de forme et la qualité des détails fonctionnels. Le moulage sous pression est très fort pour répéter une forme extérieure complexe une fois que le moule est stabilisé et que l’équilibre thermique est bon. Cela en fait un bon choix pour les carters et couvercles avec beaucoup de détails intégrés. Mais il apporte aussi ses propres risques, comme la porosité, la bavure, le gauchissement et certaines dérives dimensionnelles liées à la chaleur. Le CNC a d’autres forces. Il me donne un contrôle direct sur les alésages, filetages, plans d’étanchéité et surfaces d’interface. Mais le CNC n’est pas parfait non plus. Si le bridage est faible ou si le brut bouge, je peux aussi perdre la répétabilité. J’ai déjà vu des pièces où un alésage était conforme alors que la planéité globale ne l’était pas, simplement à cause d’une mauvaise stratégie de mise en position. Dans beaucoup de projets automobiles, je ne vois pas le moulage sous pression et le CNC comme deux procédés opposés. Je les vois comme deux outils qui se complètent. Le moulage donne la forme de base et l’avantage coût. Le CNC verrouille les quelques dimensions qui comptent vraiment. Pour des carters étanches et des interfaces précises, c’est souvent la voie la plus réaliste.
| Point qualité | Moulage sous pression | Usinage CNC |
|---|---|---|
| Forme complexe proche net shape | Fort | Plus faible |
| Tolérance locale serrée | Moyenne seul | Forte |
| État de surface sur zones critiques | Souvent usinage nécessaire | Fort |
| Risque de porosité | Présent | Très faible en matière pleine |
| Stabilité de planéité | Dépend du procédé | Dépend du montage |
| Meilleure fonction | Forme de base | Finition des zones critiques |
Comment je décide entre moulage sous pression et usinage CNC dans un vrai projet ?
La mauvaise méthode est de choisir par habitude. La bonne méthode est de décider selon la fonction, le volume, le délai et le risque. C’est comme cela que je travaille.
Dans un vrai projet, je décide entre moulage sous pression d’aluminium et usinage CNC en vérifiant d’abord cinq points : volume annuel, géométrie, carte de tolérance, délai de lancement et coût total du programme. Si besoin, j’utilise aussi une approche par étapes, avec CNC au début puis moulage sous pression plus usinage final plus tard.
La méthode que j’utilise avec les clients et les fournisseurs
Je commence toujours par la fonction de la pièce. Est-elle structurelle, critique pour l’étanchéité, esthétique, ou surtout un simple carter ? Ensuite, je regarde la prévision de volume. Une pièce à 5 000 unités par an et une pièce à 500 000 unités par an ne doivent pas être jugées de la même façon. Après cela, j’étudie la géométrie. La pièce peut-elle être moulée avec un bon remplissage, une bonne dépouille, une bonne éjection et un bon équilibre thermique ? Ou bien la forme crée-t-elle trop de risques en remplissage, évents ou déformation ? Puis je regarde la carte de tolérance. Je ne demande pas seulement si la pièce a des tolérances serrées. Je demande où elles se trouvent. Si seules quelques zones sont critiques, le moulage avec usinage local est souvent le meilleur choix. Je regarde ensuite le délai. Si le client a besoin de pièces en quelques semaines, le CNC est parfois la seule solution réaliste au départ. Je vérifie aussi la vraie capacité du fournisseur. A-t-il vraiment l’expérience du moulage sous vide, du développement outillage, de la stabilité série et du PPAP ? Dans un projet, j’ai conseillé au client de commencer avec des pièces usinées pour la validation, pendant que nous développions en parallèle l’outillage de moulage. Cela a donné de la vitesse à l’équipe d’ingénierie et a réduit le coût futur pour les achats. Dans mon expérience, cette décision en deux temps est souvent la plus intelligente.
| Facteur de décision | La question que je pose |
|---|---|
| Volume | L’outillage sera-t-il amorti dans le vrai besoin ? |
| Géométrie | La pièce peut-elle être moulée de façon stable ? |
| Carte de tolérance | Seules quelques zones sont-elles vraiment critiques ? |
| Délai | Faut-il des pièces avant que le moule soit prêt ? |
| Capacité fournisseur | Le fournisseur maîtrise-t-il les vrais risques ? |
| Phase du projet | Faut-il un procédé maintenant et un autre plus tard ? |
Conclusion
Je choisis le moulage sous pression d’aluminium pour les volumes stables et élevés avec forme complexe, et l’usinage CNC pour les petites séries, les changements rapides et les besoins urgents. Dans beaucoup de projets automobiles, la meilleure réponse est une combinaison intelligente des deux.


