L’aluminium liquide injecté à 5 mètres par seconde sous 1 000 bars de pression n’a que faire de la symétrie de votre modèle CAO. Le moulage sous haute pression (HPDC) est un événement thermodynamique violent et hautement instable. Si vous comptez sur des essais et des erreurs sur le sol de la fonderie pour ajuster vos paramètres de coulée, il est déjà trop tard.
Modifier l’acier à outil H13 trempé en raison d’une porosité de retrait (retassure) imprévue ou d’une inclusion d’air coûte des dizaines de milliers d’euros et retarde la livraison des échantillons T1 de plusieurs semaines. Pour les fournisseurs de rang 1 et de rang 2 opérant sous les stricts systèmes de management de la qualité IATF 169491, un tel niveau de risque dans la chaîne d’approvisionnement est inacceptable.
La seule façon pragmatique d’atténuer ces réalités physiques est l’ingénierie prédictive. Voici un aperçu concret, depuis l’atelier de fabrication, de la façon dont nous utilisons la simulation Moldflow pour éliminer — ou déplacer stratégiquement — les défauts du moulage sous pression d’aluminium pour l’automobile2 avant même qu’un seul copeau d’acier ne soit taillé.
La vérité de l’atelier : Nous n’éliminons pas la porosité, nous la déplaçons
Oublions la fiction marketing : une pièce moulée sous pression "absolument sans porosité" n’existe pas. La physique du retrait métallurgique et de l’injection à grande vitesse implique que des micro-vides existeront toujours.
Le véritable objectif de la simulation Moldflow n’est pas d’effacer magiquement la porosité ; il est de contrôler exactement où cette porosité va atterrir.
Si un concepteur place un bossage de montage épais à côté d’une paroi fine de 1,5 mm, ce bossage refroidira en dernier, agissant comme un aimant pour les retassures. Si une opération CNC secondaire fraise une gorge de joint torique à travers ce bossage, la porosité cachée sera exposée et le carter échouera au test d’étanchéité.
Grâce à la simulation, nous optimisons la conception des attaques de coulée et du système d’alimentation pour repousser ces gaz piégés et ce retrait vers des talons de lavage externes (overflow wells) — qui seront cisaillés ultérieurement — ou vers des zones structurelles non critiques et non usinées.
Matrice des défauts : Ce que Moldflow corrige réellement
Voici une analyse technique des défauts de moulage sous pression les plus courants et de la manière dont la simulation thermodynamique les neutralise.
| Défaut de fonderie | Cause racine dans le processus HPDC | La solution via simulation Moldflow |
|---|---|---|
| Porosité gazeuse (Soufflures) | Air emprisonné dans la cavité par un écoulement turbulent du métal. | Optimise la vitesse aux attaques pour garantir un front d’écoulement laminaire. Dicte le timing exact pour le déclenchement du Vacuum HPDC. |
| Porosité de retrait (Retassures) | Les sections épaisses refroidissent plus lentement et se rétractent sans apport de métal frais. | Identifie les "points chauds" thermiques. Guide le placement du refroidissement conforme (conformal cooling) et des broches de surpression (squeeze pins). |
| Reprises froides (Cold shuts) | Le métal refroidit et se solidifie avant que deux fronts d’écoulement ne fusionnent. | Simule les chutes de température. Permet d’ajuster l’épaisseur des parois ou d’ajouter des talons de lavage pour tirer le métal chaud à travers la zone froide. |
| Grippage (Galling / Soldering) | Angles de dépouille insuffisants ou surchauffe locale soudant l’aluminium à l’acier du moule. | Cartographie la répartition de la température sur le moule pour optimiser la pulvérisation de l’agent de démoulage (poteyage). |
1. Lutter contre les reprises froides dans les pièces de grand format
Alors que l’industrie s’oriente vers des composants structurels de grand format comme les bacs de batteries EV3, la distance que l’aluminium en fusion doit parcourir augmente considérablement.
Si le métal perd trop de température avant d’atteindre les extrémités du moule, les fronts d’écoulement se rencontreront mais ne fusionneront pas complètement. Cela crée une "reprise froide" — une faiblesse structurelle sévère qui cédera sous les charges dynamiques du châssis.
Moldflow permet à nos concepteurs d’outillage de visualiser la température exacte du front d’écoulement en temps réel. Si nous voyons la température chuter sous le seuil critique (ex. pour l’AlSi10MnMg), nous pouvons reconcevoir le système d’alimentation pour injecter le métal plus rapidement, ou augmenter la température locale du moule pour garantir une fusion homogène avec une haute limite élastique.
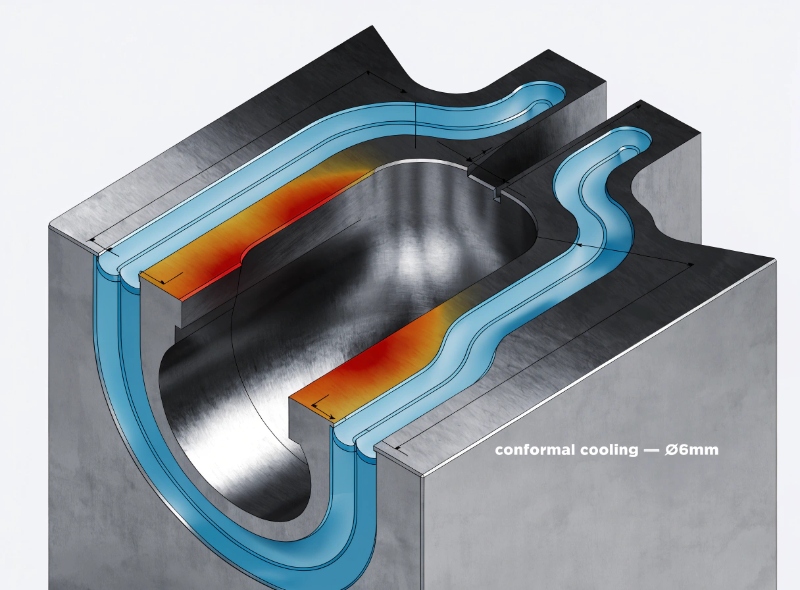
2. Prévenir le gauchissement thermique via le refroidissement conforme
Les moules de fonderie sont essentiellement des échangeurs de chaleur géants. Si un côté d’un carter de transmission refroidit plus vite que l’autre, les contraintes internes résiduelles forceront l’aluminium à se déformer (gauchissement) au moment de son éjection.
Lorsqu’on usine de grandes brides d’étanchéité, même une déformation de 0,5 mm empêchera le montage CNC de brider la pièce uniformément, détruisant au final la coplanéité de la face d’appui. La simulation Moldflow cartographie la distribution exacte de la chaleur à travers l’acier H13. Nous utilisons ces données pour percer des canaux de "refroidissement conforme" de précision qui épousent la géométrie spécifique de la pièce, forçant un taux de refroidissement uniforme et empêchant toute distorsion thermique.
3. Optimisation du diagramme PQ2
La relation entre la pression (P) et le débit (Q) est connue sous le nom de diagramme PQ2, qui représente le battement de cœur mathématique de la presse à injecter.
Si le piston injecte le métal trop lentement, vous obtenez des reprises froides. S’il injecte trop violemment, le métal s’atomise, emprisonnant des quantités massives d’air et détruisant l’outillage à long terme. Le logiciel Moldflow calcule la section exacte de l’attaque de coulée, le temps de remplissage et la pression de multiplication (intensification) requis pour un alliage spécifique. Nous prenons ces paramètres simulés et les programmons directement dans l’automate de nos cellules de coulée, garantissant que le premier tir est soutenu par des mathématiques dures, et non par les suppositions de l’opérateur.
Sécurisez votre conception avant d’usiner l’acier
Chez EMP Tech, nous savons que survivre aux audits stricts des OEM exige des fondations basées sur des données objectives. Vous ne pouvez pas inspecter la qualité d’une pièce qui a été conçue avec des défauts thermiques fondamentaux. Notre contrôle qualité et l’inspection4 commencent dans le domaine numérique.
En adhérant strictement aux directives d’ingénierie de la NADCA5 et en exécutant des simulations DFM implacables, nous aidons les intégrateurs de rang 1 et de rang 2 à atténuer les risques, à prévenir les retards d’outillage et à garantir que leurs composants sont véritablement prêts pour l’assemblage final.
Vous développez un composant thermique ou structurel complexe ?
Téléchargez vos fichiers CAO 3D (STEP/IGES) via notre formulaire de contact dès aujourd’hui. Notre équipe d’ingénierie effectuera une revue DFM préliminaire, mettra en évidence les risques de retassures potentiels, et vous fournira un devis de fabrication pragmatique sous 24 heures.
Références et Notes de bas de page
International Automotive Task Force. Exigences du système de management de la qualité IATF 16949:2016. ↩
EMP Tech. Solutions de moulage sous pression d’aluminium pour l’automobile. ↩
EMP Tech. Capacités de fabrication des bacs de batteries EV (Battery Trays). ↩
EMP Tech. Laboratoire de contrôle qualité et d’inspection de grade automobile. ↩
North American Die Casting Association (NADCA). Normes d’ingénierie et de conception. ↩


