Wenn Konstrukteure Hochleistungskomponenten für die Automobilproduktion in Großserie auslegen, diktiert das Fertigungsverfahren nicht nur die mechanischen Belastungsgrenzen des Bauteils, sondern auch die wirtschaftliche Machbarkeit der gesamten Fahrzeugplattform. Jahrzehntelang war die Debatte zwischen Aluminium-Druckgusslösungen für die Automobilindustrie1 und dem Schmieden ein harter Kompromiss: Priorisiert man absolute mechanische Festigkeit oder benötigt man geometrische Komplexität und massiven Leichtbau?
Mit der aggressiven Umstellung auf EV-Architekturen (Elektrofahrzeuge) müssen OEMs und Tier-1-Systemintegratoren dieses Paradigma neu bewerten. Der Zwang zur Bauteilintegration (Part Consolidation) und das komplexe Thermomanagement haben die Gewichte auf dem Gießereiboden massiv verschoben.
Basierend auf metallurgischen Realitäten und harten Fertigungsdaten aus der Tier-2-Perspektive liefern wir hier eine objektive ingenieurtechnische Aufschlüsselung: Druckguss versus Schmieden und wie Automobilzulieferer diese Prozesse für aktuelle Fahrzeugplattformen allokieren sollten.
Der fundamentale metallurgische Unterschied
Um zu verstehen, wo welcher Prozess hingehört, müssen wir uns die Gefügestruktur ansehen.
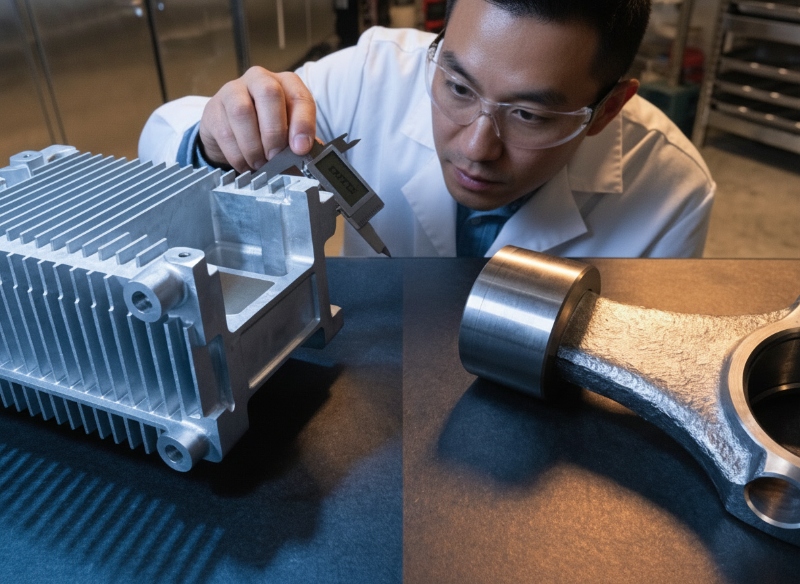
Beim Schmieden (Forging) wird ein massiver Metallrohling (meist Stahl oder spezielle Knetlegierungen aus Aluminium) erhitzt und durch hämmernde oder pressende Krafteinwirkung in seine Form gezwungen. Diese physikalische Verformung richtet den inneren Faserverlauf des Metalls exakt an den Bauteilkonturen aus. Das Ergebnis ist eine außergewöhnliche Zugfestigkeit, extreme Schlagzähigkeit und das absolute Fehlen von innerer Porosität.
Beim Hochdruck-Druckguss (HPDC – High-Pressure Die Casting) wird flüssiges Metall (hauptsächlich Aluminium) mit extrem hoher Geschwindigkeit und unter enormem Druck in eine H13-Stahlform geschossen. Weil das Metall flüssig ist, kann es unglaublich filigrane Formen füllen, was zu endkonturnahen Bauteilen (Near-Net-Shape) führt. Die physikalische Realität ist jedoch: Wenn flüssiges Metall schnell abkühlt und schwindet, entstehen unvermeidbar Mikroporositäten (Lunker) und Gaseinschlüsse.
Prozessvergleich: Die objektive Entscheidungsmatrix
| Spezifikation | Schmieden (Forging) | Hochdruck-Druckguss (HPDC) |
|---|---|---|
| Zugfestigkeit & Dauerfestigkeit | Überragend (Ununterbrochener Faserverlauf) | Mittel bis Hoch (Stark abhängig von Legierung und Porositätskontrolle) |
| Geometrische Komplexität | Sehr gering (Keine komplexen Hohlräume möglich) | Überragend (Dünnwandigkeit, tiefe Kühlkanäle, komplexe Kerne) |
| Rohteil-Toleranzen | ±0.5 mm bis ±1.0 mm | Bis zu ±0.05 mm (ISO 2768-m) |
| Aufwand für CNC-Zerspanung | Sehr hoch (Massiver Materialabtrag nötig) | Gering bis Moderat (Bearbeitung nur an Funktionsflächen) |
| Zykluszeit / Großserienfähigkeit | Langsamer | Sehr schnell (Ideal für OEM-Massenproduktion) |
| Typische Automotive-Anwendungen | Kurbelwellen, Pleuelstangen, hochbelastete Achsschenkel | Motorsteuerungsgehäuse, EV-Batteriegehäuse2, Getriebegehäuse |
Wann Schmieden die unangefochtene Wahl bleibt
Bleiben wir pragmatisch: Wenn ein Bauteil unerbittlichen, hochdynamischen Dauerbelastungen oder extremen Stößen ausgesetzt ist – und eine Gewichtsreduktion zweitrangig ist –, gewinnt das Schmieden.
Fahrwerkskomponenten in schweren Nutzfahrzeugen oder innermotorische ICE-Komponenten wie Kurbelwellen benötigen die absolut fehlerfreie Gefügestruktur, die nur ein geschmiedeter Rohling bietet. Ein klassischer Standard-Druckguss kann die Dehngrenze eines im Gesenk geschmiedeten Stahl- oder Aluminiumblocks schlichtweg nicht erreichen.
Warum HPDC das moderne EV-Design dominiert
Wenn Schmieden fester ist, warum investieren OEMs dann Milliarden in neue Druckguss-Gigapressen? Die Antwort liegt in der geometrischen Befähigung und der Bauteilkonsolidierung.
1. Die unmögliche Geometrie des Thermomanagements
Im EV-Sektor ist das thermische Management der ultimative Flaschenhals. Ein modernes Gehäuse für Leistungselektronik benötigt integrierte Kühlkanäle (Water Jackets), dichte Pin-Fin-Kühlkörperstrukturen und eine Vielzahl von Montagepunkten auf kleinstem Raum.
Realitätscheck aus der Fertigung: Man kann keinen Kühlmantel schmieden. Das Schmieden ist streng auf massive, blockartige Formen beschränkt. Würde man versuchen, ein EV-Kühlgehäuse aus einem geschmiedeten Aluminiumblock auf einer CNC-Maschine herauszufräsen, läge die Taktzeit bei mehreren Stunden pro Bauteil, und der Späneabfall würde 60 % übersteigen. HPDC realisiert diese komplexen internen Geometrien in einem Zyklus von 60 bis 90 Sekunden unter Einhaltung strenger NADCA-Designrichtlinien3.

2. Festigkeitslücken schließen: Strukturlegierungen und VHPDC
Das traditionelle Argument gegen Druckguss ist die innere Porosität (Lunkerbildung), die als Kerbwirkung fungiert und die Ermüdungsfestigkeit senkt. Doch die moderne Gießereitechnik hat diese Grenzen massiv verschoben.
Durch den Einsatz von Vakuum-Hochdruck-Druckguss (VHPDC) saugen wir die Luft aus der Formkavität ab, Millisekunden bevor das flüssige Metall eingeschossen wird. Dies reduziert Lufteinschlüsse drastisch. Kombiniert man dies mit speziellen duktilen Strukturlegierungen, die strengen SAE-Materialstandards4 entsprechen (wie AlSi10MnMg), und einer anschließenden T6-Wärmebehandlung (Lösungsglühen und Warmauslagern), erreichen Druckgussteile heute Dehngrenzen und Bruchdehnungen, die den harten Crash-Anforderungen für Fahrwerksknoten und Federbeindome entsprechen.
3. Der Engpass CNC-Bearbeitung
Die Kostenstruktur entscheidet sich in der mechanischen Bearbeitung. Da HPDC ein Near-Net-Shape-Verfahren ist, beschränkt sich die CNC-Zerspanung in unserer Fertigung auf kritische Dichtflächen (O-Ring-Nuten) und das Spindeln von Lagerbohrungen. Dies übernehmen wir auf 5-Achs-Zentren, die durch strikte Qualitätskontrolle und Inspektion5 überwacht werden. Ein Schmiedeteil hingegen erfordert eine extrem aufwendige, werkzeugverschleißende Komplettzerspanung, um auf sein Endgewicht zu kommen.
Fazit: Das richtige Verfahren für das richtige Risiko
Es gibt kein universell "besseres" Verfahren – es gibt nur den ingenieurtechnisch korrekten Prozess für das definierte Lastenheft.
- Spezifizieren Sie Schmieden für massive, hochgradig stoßbelastete Komponenten, bei denen die Geometrie simpel ist und die absolute mechanische Festigkeit die oberste Priorität hat.
- Spezifizieren Sie Druckguss für Gehäuse, Thermomanagementsysteme und integrierte Strukturbauteile, bei denen Leichtbau, komplexe Hohlräume und Kosteneffizienz in großen Stückzahlen entscheidend sind.
Erfolgreiche Tier-2-Fertigung bedeutet, Risiken in der Lieferkette vor der Serienproduktion zu eliminieren – ganz im Sinne des IATF 16949 Qualitätsmanagementsystems6. Wenn Sie ein komplexes Aluminiumbauteil für eine neue Antriebsplattform entwickeln, laden Sie Ihre 3D-CAD-Daten (STEP/IGES) über unser Formular hoch. EMP Tech liefert Ihnen ein objektives DFM-Review, identifiziert Porositätsrisiken via Moldflow und bietet Ihnen innerhalb von 24 Stunden eine pragmatische Fertigungseinschätzung.
Referenzen & Fußnoten
EMP Tech. Aluminium-Druckgusslösungen für die Automobilindustrie. ↩
EMP Tech. Spezifikationen für EV-Batteriegehäuse (Battery Trays). ↩
North American Die Casting Association (NADCA). Engineering & Design Standards. ↩
SAE International. Automotive Material Standards. ↩
EMP Tech. Qualitätskontrolle & Inspektion auf Automobilniveau. ↩
International Automotive Task Force. IATF 16949:2016 Quality Management. ↩


