Viele Autoteil-Projekte verlieren früh Zeit und Geld, weil die Fertigungsroute zu spät sauber entschieden wird. Ich sehe oft, dass Teams erst auf den Stückpreis schauen und erst später die Probleme bei Qualität, Lieferzeit oder Geometrie erkennen.
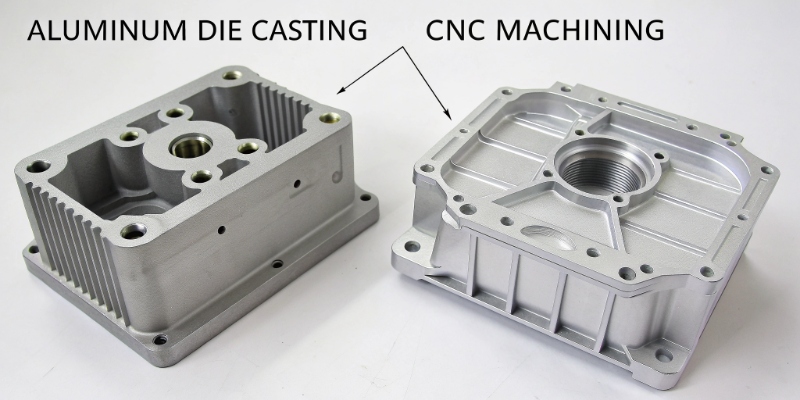
Für Autoteile nutze ich Aluminium-Druckguss, wenn ich hohe Stückzahlen, komplexe Formen und niedrige Stückkosten nach der Werkzeugfreigabe brauche. Ich nutze CNC-Bearbeitung, wenn ich kleine Mengen, schnelle Änderungen, kurze Anlaufzeiten oder sehr genaue lokale Merkmale brauche. Die richtige Wahl hängt immer von Stückzahl, Geometrie, Qualitätsziel und Projektzeit ab.
Ich arbeite seit mehr als 20 Jahren im Bereich Aluminium-Druckguss und Präzisionsteile für die Automobilindustrie. Ich habe auf dem Shopfloor mit Musterteilen, Maschinenanpassung und Werkzeugreparatur begonnen. Später habe ich viele Probleme direkt beim Kunden vor Ort gelöst. Bei EMP Tech habe ich dann an mehreren Projekten für neue Energie-Fahrzeuge gearbeitet, zum Beispiel an Motorcontroller-Gehäusen, OBC-Gehäusen und gegossenen Strukturteilen. In fast jedem Projekt kommt dieselbe Frage sehr früh. Soll das Teil gegossen oder zerspant werden? Diese Frage klingt einfach, aber in der Praxis entscheidet sie über Werkzeugkosten, PPAP-Risiko, Dichtheit, Änderungsfähigkeit und die Stabilität der Serie. Wenn Sie im Einkauf oder in der Lieferantenqualität arbeiten, dann ist diese Entscheidung nicht nur technisch wichtig, sondern auch für Termin, Kosten und Versorgungssicherheit.
Wann ist Aluminium-Druckguss die bessere Wahl für Autoteile?
Viele Teams sehen beim Druckguss zuerst nur die hohen Werkzeugkosten. Das ist mir zu kurz gedacht. Ich bewerte immer den ganzen Lebenszyklus des Teils und nicht nur das erste Angebot.
Ich wähle Aluminium-Druckguss für Autoteile, wenn die Jahresmenge hoch ist, die Geometrie komplex ist, die Wandstärken gut gießbar sind und das Projekt auf niedrige Stückkosten in der Serie zielt. Druckguss ist oft die bessere Lösung für Gehäuse, Deckel, Halter und viele Teile mit wiederkehrendem hohen Bedarf.
Warum ich bei reifen Serienprojekten oft Druckguss bevorzuge
Wenn ein Projekt eine stabile Nachfrage hat und die Teileform zum Prozess passt, dann bringt Druckguss für mich klare Vorteile. Erstens kann ich komplexe Formen in einem Schuss erzeugen. Das senkt die Zahl der Einzeloperationen und reduziert das Risiko, dass sich Toleranzen aus vielen Bearbeitungsschritten aufsummieren. Zweitens ist die Zykluszeit in der Serie meist deutlich kürzer, wenn das Werkzeug stabil läuft. Das ist für große Stückzahlen sehr wichtig. Drittens sinken die Stückkosten oft stark, sobald das Werkzeug bezahlt ist. Ich habe das oft bei Gehäusen für Leistungselektronik gesehen. Die Werkzeugkosten sahen am Anfang hoch aus, aber nach dem Serienanlauf war der Druckguss über die gesamte Laufzeit klar günstiger. Ich nutze Druckguss auch gern, wenn Gewicht wichtig ist. Rippen, Taschen und lokale Verstärkungen lassen sich im Guss oft viel sinnvoller abbilden als durch Fräsen aus einem vollen Block. Natürlich empfehle ich Druckguss nicht blind. Das Teil braucht passende Entformungsschrägen, kontrollierte Wandstärken, saubere Überläufe und eine realistische Nachbearbeitungsstrategie. Wenn diese Punkte passen, ist Druckguss für viele Autoteile die bessere Serienplattform.
| Punkt, den ich prüfe | Warum Druckguss hier stark ist |
|---|---|
| Jahresmenge | Werkzeugkosten verteilen sich auf viele Teile |
| Formkomplexität | Komplexe Geometrie kann direkt entstehen |
| Leichtbauziel | Dünne Wände und Rippen sind gut umsetzbar |
| Stückkostenziel | Serienkosten sinken deutlich |
| Prozesskette | Weniger Einzeloperationen sind oft nötig |
| Programmlaufzeit | Lange Serie macht Werkzeug wirtschaftlich |
Wann ist CNC-Bearbeitung die bessere Wahl für Autoteile?
Nicht jedes Teil passt zum Druckguss. Ich habe oft gesehen, dass Projekte den falschen Prozess erzwingen wollten und später viel mehr Geld für Änderungen, Ausschuss und Verzögerungen bezahlt haben.
Ich wähle CNC-Bearbeitung, wenn die Menge niedrig ist, das Design noch nicht stabil ist, die Teile sehr schnell gebraucht werden oder sehr genaue lokale Merkmale im Vordergrund stehen. CNC ist oft die bessere Lösung für Prototypen, Vorserien und Teile mit hoher Änderungswahrscheinlichkeit.
Warum ich bei frühen Projektphasen weiter stark auf CNC setze
CNC-Bearbeitung gibt mir Freiheit. Das ist für mich ihr größter Vorteil. Wenn sich das Design noch bewegt, dann will ich kein Druckgusswerkzeug zu früh festschreiben. Eine Änderung an einem Gussteil kann später Werkzeugumbau, neue Bemusterung und Terminverlust bedeuten. Mit CNC kann ich schneller reagieren. Ich kann Spannmittel anpassen, Programme ändern und einzelne Merkmale nachziehen, ohne gleich ein Werkzeug neu aufzubauen. Das hilft mir vor allem in Prototypen- und Pilotphasen. Ich nutze CNC auch dann, wenn der Kunde nur kleine Mengen braucht oder viele Varianten parallel laufen. In solchen Fällen rechnet sich ein Druckgusswerkzeug oft nicht. Ein weiterer Punkt ist die Genauigkeit einzelner Bereiche. Ich weiß, dass Druckguss sehr gute Wiederholbarkeit liefern kann. Aber enge Bohrungen, Dichtflächen und genaue Anschlusszonen brauchen oft trotzdem eine Bearbeitung. Bei manchen Teilen ist die beste Lösung nicht Druckguss oder CNC allein. Dann starte ich mit CNC aus dem Vollen für die ersten Muster und gehe später auf Druckguss mit Endbearbeitung. Diese Vorgehensweise habe ich mehrfach genutzt. Sie gibt dem Entwicklungsteam schnelle Teile und senkt später die Serienkosten.
| Punkt, den ich prüfe | Warum CNC hier stark ist |
|---|---|
| Niedrige Jahresmenge | Keine hohen Werkzeugkosten nötig |
| Hohe Änderungswahrscheinlichkeit | Anpassungen gehen schneller |
| Kurze Vorlaufzeit | Teile sind schneller verfügbar |
| Viele Varianten | Hohe Flexibilität in kleinen Losen |
| Enge lokale Toleranzen | Kritische Zonen sind gut kontrollierbar |
| Prototypenphase | Gute Lösung für schnelles Lernen |
Wie unterscheiden sich Kosten, Werkzeug und Lieferzeit wirklich?
Viele Entscheidungen im Einkauf gehen schief, weil nur der Stückpreis verglichen wird. Das reicht nicht. Ich vergleiche immer die Gesamtkosten im Projekt und nicht nur die Zahl im Angebot.
Druckguss braucht meist höhere Anfangskosten für das Werkzeug und mehr Vorlaufzeit. In der Serie sind die Stückkosten dann oft deutlich niedriger. CNC-Bearbeitung startet meist schneller und ohne großes Werkzeugbudget, aber die Stückkosten bleiben höher, weil jedes Teil viel Maschinenzeit braucht. Ich bewerte Kosten immer nach Projektphase und Gesamtmenge.

Wie ich die Kostenbetrachtung für Einkauf und Qualität aufbaue
Ich teile die Kostenbetrachtung gern in drei Phasen. Die erste Phase ist der Start. Hier wirkt CNC oft besser, weil ich schnell beginnen kann und kein großes Werkzeug freigeben muss. Die zweite Phase ist der Hochlauf. Hier wird das Bild oft komplizierter. Wenn das Design noch nicht stabil ist, kann Druckguss schnell teuer werden, weil Werkzeugänderungen Zeit und Geld kosten. Die dritte Phase ist die laufende Serie. In dieser Phase wird Druckguss oft sehr stark, weil die Zykluszeit kurz ist und das Material meist besser genutzt wird als beim Fräsen aus Vollmaterial. Ich nehme auch versteckte Kosten in meine Rechnung auf. Beim Druckguss gehören für mich Werkzeugwartung, Bemusterungsschleifen, Beschnittwerkzeuge und Ausschussrisiken dazu. Bei CNC rechne ich Materialverlust, Werkzeugverschleiß, Spannmittelaufwand und Maschinenstunden mit ein. Ich habe oft Meetings erlebt, in denen eine Seite den günstigeren Guss-Stückpreis gezeigt hat und die andere Seite den schnelleren CNC-Start. Beide Seiten hatten recht, aber beide haben nur einen Teil des Bildes gesehen. Darum fordere ich immer eine Break-even-Betrachtung, einen Terminplan und eine Risikoübersicht, bevor ich eine Entscheidung unterstütze.
| Kostenfaktor | Druckguss | CNC-Bearbeitung |
|---|---|---|
| Anfangswerkzeug | Hoch | Niedrig |
| Startgeschwindigkeit | Langsamer | Schneller |
| Stückkosten bei hoher Menge | Niedriger | Höher |
| Materialnutzung | Meist besser | Oft schlechter |
| Kosten bei Änderungen | Nach Werkzeugfreigabe höher | Meist niedriger |
| Wirtschaftlichkeit | Braucht Volumen | Stark bei kleinen Mengen |
Was ist mit Qualität, Toleranz und Stabilität?
Viele Menschen sagen sofort, CNC sei immer genauer. Das stimmt so nicht. Ich schaue genauer hin. Qualität hängt davon ab, welches Merkmal wichtig ist und wie der Prozess gesteuert wird.
CNC-Bearbeitung ist meist stärker bei sehr engen lokalen Toleranzen und bei Oberflächen an kritischen Funktionsflächen. Druckguss ist meist stärker bei komplexen endkonturnahen Formen und hoher Wiederholbarkeit in der Serie. Für viele Autoteile ist die beste Lösung ein Druckgussteil mit gezielter CNC-Endbearbeitung der kritischen Merkmale.
Wie ich das Qualitätsrisiko zwischen beiden Prozessen bewerte
Ich teile Qualität in Formqualität und Merkmalsqualität. Druckguss ist sehr stark, wenn eine komplexe Außenform in hoher Menge wiederholt werden soll und das Werkzeug thermisch stabil läuft. Das macht ihn besonders gut für Gehäuse und Deckel mit vielen integrierten Elementen. Druckguss hat aber auch eigene Risiken. Dazu gehören Porosität, Grat, Verzug und lokale Maßänderungen durch thermische Schwankung. CNC hat andere Stärken. Ich kann Bohrungen, Gewinde, Dichtflächen und Anschlussmaße sehr gezielt kontrollieren. Aber auch CNC ist nicht automatisch fehlerfrei. Wenn das Spannkonzept schwach ist oder das Rohteil arbeitet, dann verliere ich ebenfalls Stabilität. Ich habe Teile gesehen, bei denen eine Bohrung im Maß war, aber die Gesamtplanheit nicht stimmte, weil die Aufspannung nicht richtig gedacht war. Darum sehe ich Druckguss und CNC nicht als Gegner. Ich kombiniere beide oft. Der Druckguss liefert die Grundform und den Kostenvorteil. Die CNC-Bearbeitung sichert die wenigen wirklich kritischen Merkmale ab. Für dichte Gehäuse und genaue Schnittstellen ist das oft die beste Lösung.
| Qualitätsaspekt | Druckguss | CNC-Bearbeitung |
|---|---|---|
| Komplexe endkonturnahe Form | Stark | Schwächer |
| Enge lokale Toleranz | Allein begrenzt | Stark |
| Oberfläche auf Funktionsflächen | Meist Nacharbeit nötig | Stark |
| Porositätsrisiko | Vorhanden | Sehr gering bei Vollmaterial |
| Planheit | Stark prozessabhängig | Stark aufspannabhängig |
| Beste Rolle | Grundform | Kritische Endmerkmale |
Wie entscheide ich in einem echten Projekt zwischen Druckguss und CNC?
Die falsche Methode ist Gewohnheit. Die richtige Methode ist eine klare Prüfung von Funktion, Menge, Zeit und Risiko. Genau so gehe ich vor.
In einem echten Projekt entscheide ich zwischen Aluminium-Druckguss und CNC-Bearbeitung zuerst nach fünf Punkten: Jahresmenge, Geometrie, Toleranzkarte, Anlaufzeit und Gesamtkosten. Wenn es sinnvoll ist, nutze ich auch einen Stufenplan mit CNC am Anfang und später Druckguss plus Endbearbeitung.
Mein praktischer Entscheidungsweg mit Kunden und Lieferanten
Ich beginne immer mit der Funktion des Teils. Ist es ein Strukturteil, ein dichtes Gehäuse, ein optisch wichtiges Teil oder eher ein einfacher Träger? Dann prüfe ich die Mengenplanung. Ein Teil mit 5.000 Stück pro Jahr und ein Teil mit 500.000 Stück pro Jahr brauchen nicht dieselbe Fertigungsroute. Danach schaue ich auf die Geometrie. Lässt sich das Teil mit gutem Fluss, sicherer Entformung und stabilem Wärmekonzept gießen? Oder bringt die Form hohe Risiken in Füllung, Verzug oder Entlüftung mit? Danach prüfe ich die Toleranzkarte. Ich frage nicht nur, ob enge Toleranzen gefordert sind. Ich frage, wo sie gefordert sind. Wenn nur wenige Flächen oder Bohrungen kritisch sind, dann ist Druckguss mit lokaler Bearbeitung oft ideal. Dann schaue ich auf die Zeit. Wenn der Kunde in wenigen Wochen Teile braucht, dann ist CNC oft der einzige realistische Startweg. Ich prüfe auch die echte Fähigkeit des Lieferanten. Hat er wirklich Erfahrung mit Vakuumdruckguss, Werkzeugentwicklung, Serienstabilität und PPAP? In einem Projekt habe ich dem Kunden empfohlen, zuerst bearbeitete Musterteile zu nutzen und parallel das Druckgusswerkzeug aufzubauen. Das hat der Entwicklung Zeit gespart und später dem Einkauf geholfen, die Serienkosten zu senken. Für mich ist diese gestufte Entscheidung oft der sinnvollste Weg.
| Entscheidungsfaktor | Meine Leitfrage |
|---|---|
| Menge | Rechnet sich das Werkzeug im echten Bedarf? |
| Geometrie | Ist das Teil stabil gießbar? |
| Toleranzkarte | Sind nur wenige Bereiche wirklich kritisch? |
| Zeit | Brauchen wir Teile vor dem Werkzeug? |
| Lieferantenfähigkeit | Kann der Lieferant die Risiken wirklich beherrschen? |
| Projektphase | Ist jetzt ein anderer Prozess sinnvoll als später? |
Conclusion
Ich nutze Aluminium-Druckguss für stabile hohe Stückzahlen mit komplexer Form und CNC-Bearbeitung für kleine Mengen, schnelle Änderungen und kurze Wege. In vielen Autoprojekten ist die beste Lösung eine kluge Kombination aus beiden.


