Lorsqu’on analyse l’architecture d’un véhicule électrique (EV), la batterie et le moteur électrique accaparent souvent toute l’attention. Pourtant, le véritable "cerveau" du groupe motopropulseur se situe entre les deux : le contrôleur de moteur (ou onduleur / inverter).
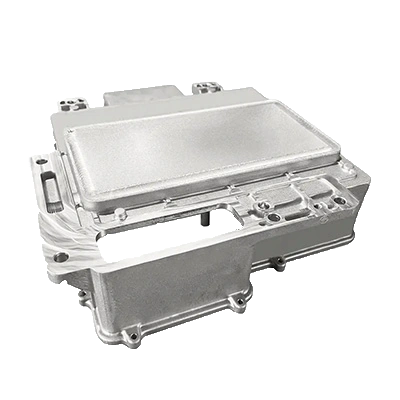
Avec la transition des plateformes EV vers des architectures 800V et l’utilisation de modules de puissance en carbure de silicium (SiC), ces composants électroniques génèrent des densités thermiques massives et des interférences électromagnétiques intenses. Un boîtier de contrôleur de moteur EV1 moderne n’est plus un simple couvercle métallique. C’est un composant structurel de gestion thermique critique qui détermine la fiabilité de l’ensemble du système d’entraînement.
En tant que partenaire de fabrication de rang 2 (Tier 2) fournissant les intégrateurs de rang 1, nous connaissons le fossé qui sépare un modèle CAO parfait et la réalité brute de la fonderie. Cet article détaille les véritables fonctions de ces boîtiers, les défis de conception et les pièges de fabrication que la plupart des ingénieurs découvrent trop tard.
Les 3 fonctions vitales d’un boîtier d’onduleur
Un boîtier de contrôleur de moteur doit remplir trois fonctions non négociables avant même d’arriver sur la ligne d’assemblage du fournisseur de rang 1 :
1. Gestion thermique active (Le goulet d’étranglement)
Les modules de puissance commutent des courants élevés des milliers de fois par seconde. Si cette chaleur n’est pas dissipée instantanément, l’électronique réduira sa puissance (bridage thermique) ou subira une défaillance catastrophique. Les boîtiers en aluminium modernes intègrent des chemises de refroidissement liquide complexes (water jackets) et des structures à ailettes (pin-fins) directement issues de la fonderie. Le liquide de refroidissement circule dans ce labyrinthe, extrayant la chaleur directement sous les socles de montage électroniques.
2. Blindage EMI (La cage de Faraday)
Les commutations haute tension créent des interférences électromagnétiques (EMI) intenses. Sans blindage, ce "bruit" perturberait les capteurs basse tension, les systèmes ADAS ou l’infodivertissement du véhicule. Le moulage sous pression d’aluminium2, grâce à sa densité, agit comme une cage de Faraday naturelle et continue, confinant ces perturbations haute fréquence.
3. Préparation à l’étanchéité absolue (IP67/IP68)
Monté bas dans le châssis ou directement sur le moteur d’entraînement, le boîtier est constamment exposé aux projections d’eau, au sel et aux vibrations. L’enceinte doit fournir des surfaces de contact parfaites pour les joints toriques ou le silicone RTV afin d’empêcher toute infiltration d’humidité, ce qui provoquerait un court-circuit immédiat sur la carte haute tension.
Exigences CAO vs Réalité de la Fonderie
De nombreux ingénieurs R&D dessinent des circuits de refroidissement magnifiques sur leur logiciel, pour découvrir ensuite qu’ils génèrent des taux de rebuts inacceptables en production de masse.
| Caractéristique de conception CAO | Risque en moulage sous pression (HPDC) | Notre solution en atelier |
|---|---|---|
| Ailettes de refroidissement profondes et droites | Grippage (galling) lors de l’éjection, arrachement du métal | Calcul des angles de dépouille (draft angles) optimaux via Moldflow. |
| Gros bossages adjacents à une paroi de 1,5 mm | Micro-retassures (shrink porosity) dues au gradient thermique | Utilisation du Vacuum HPDC et placement stratégique des talons de lavage (overflow wells). |
| Gorges d’étanchéité pour joints toriques | Fuites de liquide de refroidissement par exposition de la porosité interne | Usinage CNC strict pour contrôler la rugosité (Ra) et conformité aux normes de la NADCA3. |
Le point de vue de l’atelier : Les pièges qui ruinent l’assemblage
En tant que fonderie industrielle, nous voyons régulièrement des projets Tier 2 échouer non pas à cause du moulage, mais lors des opérations secondaires. Voici trois erreurs de conception critiques souvent ignorées :
Piège 1 : L’illusion de la "Gorge d’étanchéité parfaite"
Les concepteurs s’inquiètent souvent de l’épaisseur globale de la paroi pour l’étanchéité. La réalité est tout autre : 90 % des fuites se produisent exactement dans la gorge usinée du joint torique.
En fonderie sous pression, le centre d’une paroi épaisse refroidit en dernier, emprisonnant inévitablement des micro-porosités. Si la fraise CNC usine la gorge d’étanchéité en plein milieu d’une bride épaisse, elle enlève la "peau de coulée" dense et expose ces pores. Le joint torique ne peut pas assurer l’étanchéité sur cette surface rugueuse.
La parade : Il est physiquement impossible de couler une pièce sans aucune porosité. L’objectif est d’utiliser la simulation pour repousser cette porosité dans des zones non critiques. Nous validons ensuite chaque face d’étanchéité via des tests d’étanchéité en ligne4 (Air-Decay Leak Testing) automatisés avant expédition.

Piège 2 : La coplanéité et la rupture des substrats
L’électronique de puissance est vissée sur des bossages internes surélevés. Si ces points de montage ne sont pas rigoureusement coplanaires (parfaitement plats les uns par rapport aux autres), le serrage des boulons tordra physiquement la carte PCB ou le substrat céramique du module IGBT/SiC, provoquant des micro-fissures.
L’aluminium se déforme naturellement en refroidissant. Pour atteindre une coplanéité stricte, nous n’utilisons pas de montages multiples. Nous usinons toutes les surfaces critiques en un seul montage (single-setup) sur des centres CNC 5 axes avec des gabarits à faible distorsion.
Piège 3 : La propreté technique (L’ennemi invisible)
Une pièce peut avoir des cotes géométriques parfaites, mais si les trous borgnes (taraudés pour les fixations) retiennent des copeaux d’aluminium et du fluide de coupe, c’est un désastre. Si ces débris se détachent à cause des vibrations du véhicule, ils court-circuiteront l’onduleur.
Pour nos clients de rang 1, tous les boîtiers passent par des lignes de lavage par ultrasons dédiées afin de respecter les exigences strictes de propreté technique VDA 195 (ou ISO 16232).
Sécurisez votre chaîne d’approvisionnement Tier 2
La fabrication d’un boîtier de contrôleur de moteur n’est pas qu’une question de tonnage de presse. C’est l’intégration d’une thermodynamique maîtrisée, d’un usinage de précision et d’un contrôle propreté absolu.
Chez EMP Tech, nous aidons les intégrateurs de rang 1 à réussir leurs audits constructeurs (OEM). De la revue DFM en interne jusqu’à la documentation PPAP Niveau 3 conforme aux exigences de l’IATF 169496, nous assumons l’entière responsabilité du cycle de production.
Vous travaillez sur une nouvelle architecture d’onduleur ? Téléchargez vos fichiers CAO (STEP/IGES) dès aujourd’hui via notre formulaire. Nos ingénieurs identifieront les risques de porosité et d’usinage avant même d’investir dans l’outillage.
Références et Notes de bas de page
EMP Tech. Spécifications des boîtiers de contrôleur de moteur EV. ↩
EMP Tech. Solutions de moulage sous pression pour l’automobile. ↩
North American Die Casting Association (NADCA). Directives de conception pour le moulage sous pression. ↩
EMP Tech. Contrôle qualité et inspection de grade automobile. ↩
Verband der Automobilindustrie (VDA). VDA 19.1 : Inspection de la propreté technique. ↩
International Automotive Task Force. Système de management de la qualité IATF 16949:2016. ↩


