Wenn in der Automobilindustrie über den Antriebsstrang von Elektrofahrzeugen (EVs) gesprochen wird, liegt der Fokus meist auf der Batterie oder dem Elektromotor. Doch genau dazwischen sitzt das eigentliche „Gehirn“ des Systems: der Inverter bzw. die Motorsteuerung.
Mit dem Wechsel zu 800-Volt-Architekturen und Siliziumkarbid (SiC)-MOSFETs erzeugen diese Leistungsmodule enorme Mengen an Hitze und elektromagnetischen Störungen. Ein modernes Gehäuse für EV-Motorsteuerungen1 ist daher längst kein einfacher Metalldeckel mehr. Es ist ein hochkomplexes Thermomanagement- und Strukturbauteil, das über die Zuverlässigkeit des gesamten Antriebssystems entscheidet.
Als Tier-2-Zulieferer, der diese Gehäuse für globale Tier-1-Systemintegratoren gießt und zerspant, kennen wir die Kluft zwischen dem CAD-Entwurf und der harten Fertigungsrealität. Dieser Artikel beleuchtet die echten Funktionen, die kritischen Konstruktionsherausforderungen und die typischen Fertigungsfallen dieser Bauteile.
Die 3 Kernfunktionen eines Motorsteuerungsgehäuses
Ein Inverter-Gehäuse muss drei nicht verhandelbare Funktionen erfüllen, bevor es in die Endmontage (Assembly) beim Tier-1 geht:
1. Aktives Thermomanagement (Der Flaschenhals)
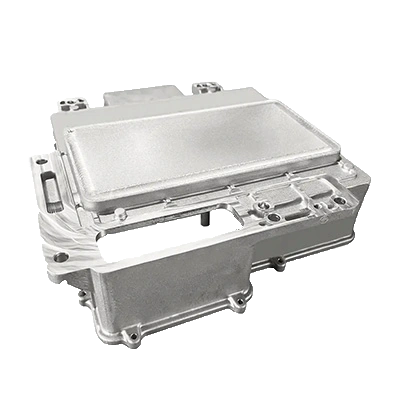
Leistungsmodule schalten hohe Ströme tausende Male pro Sekunde. Wenn diese Wärme nicht sofort abgeführt wird, drosselt die Elektronik die Leistung oder fällt katastrophal aus. Moderne Aluminiumgehäuse integrieren komplexe Flüssigkeitskühlkanäle und Pin-Fin-Strukturen (Kühlrippen) direkt in den Guss. Das Kühlmittel zirkuliert durch dieses Labyrinth und zieht die Hitze direkt von den Montagesockeln der Elektronik ab.
2. EMV-Abschirmung (Der Faraday’sche Käfig)
Hochvolt-Schaltvorgänge erzeugen massive elektromagnetische Interferenzen (EMI). Ohne Abschirmung würde dieses Rauschen die Niedervoltsensoren, Fahrerassistenzsysteme (ADAS) oder das Infotainment des Fahrzeugs stören. Der dichte, porenarme Aluminium-Druckguss2 wirkt wie ein nahtloser Faraday’scher Käfig, der diese hochfrequenten Störungen sicher im Inneren hält.
3. Vorbereitung für die absolute IP67/IP68-Abdichtung
Das Gehäuse ist tief im Fahrzeugchassis montiert und ständig Spritzwasser, Salz und Vibrationen ausgesetzt. Eindringende Feuchtigkeit führt unweigerlich zu einem tödlichen Kurzschluss im Hochvoltsystem. Die Gehäusestruktur muss daher die perfekte Basis für Dichtungen oder RTV-Silikon bieten.
Design-Anforderungen vs. Gießerei-Realität
Viele Hardware-Ingenieure entwerfen im CAD perfekte Kühllayouts, nur um später festzustellen, dass diese in der Massenproduktion extrem ausschussanfällig sind.
| CAD-Designmerkmal | Risiko im Druckguss (HPDC) | Unsere Fertigungslösung |
|---|---|---|
| Tiefe, gerade Kühlrippen | Formkleben beim Entformen, Kaltfließstellen | Berechnung von optimalen Ausformschrägen (Draft Angles) via Moldflow. |
| Dicke Montageflansche neben 1,5mm Dünnwand | Massive Schwindungsporosität (Lunker) durch thermische Gradienten | Vakuum-Unterstützung (VHPDC) und strategische Platzierung von Überlaufkanälen. |
| Dichtflächen für O-Ringe | Angeschnittene Poren bei der CNC-Bearbeitung führen zu Kühlmittelleckagen | Exakte Steuerung der Werkzeugvorschübe zur Einhaltung der Rauheitswerte (Ra). |
Original-Einblicke aus der Fertigung: Wo Projekte wirklich scheitern
Als Fertigungspartner der Tier-1-Ebene sehen wir regelmäßig, wo Gehäusedesigns in der Praxis scheitern. Hier sind zwei versteckte Fehlerquellen, die oft übersehen werden:
Einblick 1: Die „Zerspanungs-Falle“ in der Dichtnut
Hardware-Designer sorgen sich oft um die allgemeine Wandstärke für die Wasserdichtigkeit. Die Realität ist jedoch: 90 % aller Leckagen entstehen direkt in der gefrästen O-Ring-Nut.
Im Druckguss erstarrt die Mitte einer dicken Wandung als Letztes. Dort sammeln sich Mikroporositäten. Wenn die CNC-Fräse die Nut nun exakt in das Zentrum eines dicken Flansches schneidet, wird die dichte Gusshaut entfernt und das poröse Kerngefüge freigelegt. Der O-Ring kann auf dieser rauen Oberfläche nicht abdichten, und das Kühlmittel schwitzt durch.
Die Lösung: Wir versprechen kein „absolut lunkerfreies“ Bauteil – das ist physikalisch unmöglich. Stattdessen nutzen wir prädiktive Simulationen, um die Porosität in unkritische Bereiche zu lenken, und validieren jede Dichtfläche durch eine 100%ige automatisierte Dichtheitsprüfung (Air-Decay Leak Testing)3, bevor das Bauteil unser Werk verlässt.
Einblick 2: Koplanarität und Keramik-Substrate
Die Leistungselektronik wird im Inneren des Gehäuses auf erhabene Sockel geschraubt. Wenn diese Montagepunkte nicht absolut koplanar (eben zueinander) sind, wird die Leiterplatte oder das Keramiksubstrat des Moduls beim Anziehen der Schrauben physisch verbogen und reißt.
Rohteile aus Aluminium verziehen sich beim Abkühlen naturgemäß. Um die geforderte Koplanarität zu erreichen, setzen wir auf maßgeschneiderte, verzugsarme Spannmittel und bearbeiten alle kritischen Flächen in einer einzigen Aufspannung (Single-setup 5-Achs-CNC).
Einblick 3: Technische Sauberkeit (Der unsichtbare Feind)
Ein Bauteil kann maßlich perfekt sein. Doch wenn sich in einer CNC-gefertigten Sacklochbohrung auch nur ein einziger Mikrometer-großer Aluminiumspan verirrt hat, kann dieser sich im Fahrbetrieb lösen und die Elektronik zerstören.
Für unsere Tier-1-Kunden durchlaufen alle Inverter-Gehäuse dedizierte Ultraschall-Waschanlagen, um die extrem strengen Vorgaben der Technischen Sauberkeit nach VDA 194 zu erfüllen.
Ihr Tier-2-Partner für die EV-Lieferkette
Die Fertigung eines Motorsteuerungsgehäuses ist keine reine Gießaufgabe; es ist ein hochpräziser CNC- und Reinigungsprozess. Tier-1-Integratoren benötigen Gehäuse, die assembly-ready (montagefertig) sind, um eigene OEM-Audits ohne Reibungsverluste zu bestehen.
Bei EMP Tech steuern wir den gesamten Prozess – vom In-House-Werkzeugbau über Vacuum-HPDC bis zur 5-Achs-Bearbeitung. Wir unterstützen Sie mit lückenloser PPAP Level 3-Dokumentation und harter Prozesssicherheit nach Vorgaben der IATF 169495.
Haben Sie ein aktuelles Gehäuseprojekt? Senden Sie uns Ihre 3D-CAD-Daten für ein strenges DFM-Review. Unsere Ingenieure identifizieren fertigungskritische Lunker-Risiken, bevor das erste Werkzeug gefräst wird.
Referenzen & Fußnoten
EMP Tech. Spezifikationen für EV-Motorsteuerungsgehäuse. ↩
EMP Tech. Automobil-Druckgusslösungen für Tier 1 & Tier 2. ↩
EMP Tech. Qualitätskontrolle & Inspektion auf Automobilniveau. ↩
Verband der Automobilindustrie (VDA). VDA 19.1: Prüfung der Technischen Sauberkeit. ↩
International Automotive Task Force. IATF 16949:2016 Qualitätsmanagement. ↩


