Dans l’industrie automobile moderne, la course à l’allégement des véhicules et à la performance énergétique pousse les fabricants à se tourner vers des alliages d’aluminium de haute précision. Cependant, un ennemi silencieux menace souvent la qualité structurelle de ces pièces : la porosité.
Le moulage sous pression sous vide (Vacuum Die Casting) s’impose aujourd’hui comme la technologie incontournable pour surmonter ce défi. En tant que fabricant spécialisé dans les pièces automobiles en aluminium, nous explorons dans cet article comment cette technologie permet de réduire drastiquement la porosité et d’améliorer les propriétés mécaniques de vos composants.
Qu’est-ce que le Moulage sous Pression sous Vide ?
Le moulage sous pression sous vide est une variante avancée du moulage sous pression traditionnel. La différence fondamentale réside dans l’intégration d’un système de vide qui extrait l’air et les gaz de la cavité du moule juste avant et pendant l’injection du métal en fusion.
Contrairement à la méthode standard, où l’air peut rester piégé par le flux turbulent de l’aluminium liquide, le processus sous vide crée une dépression (pression négative) dans le moule.
Pourquoi la porosité est-elle un problème ?
La porosité dans les pièces en aluminium se manifeste sous deux formes principales :
- Porosité gazeuse : Causée par l’air emprisonné ou les vapeurs de lubrifiant.
- Porosité de retrait : Causée par la contraction du métal lors de la solidification.
Ces défauts entraînent des conséquences graves pour les pièces automobiles critiques :
- Réduction de la résistance mécanique et de la ductilité.
- Impossibilité d’effectuer des traitements thermiques (risque de cloquage).
- Problèmes d’étanchéité pour les pièces contenant des fluides (moteurs, boîtes de vitesses).
- Mauvaise soudabilité.
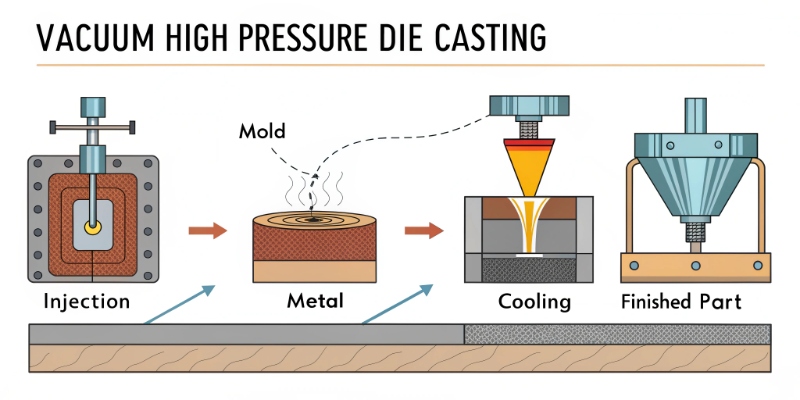
Comment le Vide Réduit-il la Porosité ?
L’objectif principal du moulage sous pression sous vide pour réduire la porosité est d’évacuer l’air de la cavité en quelques millisecondes.
- Fermeture du moule : Le moule se ferme hermétiquement.
- Aspiration : Une valve à vide s’ouvre, aspirant l’air présent dans la cavité et le système d’injection.
- Injection : L’aluminium en fusion est injecté à haute vitesse. Comme il y a peu de contre-pression d’air, le métal remplit les géométries complexes plus facilement.
- Solidification : Le métal se solidifie sans bulles d’air comprimées à l’intérieur.
Avantages Clés pour les Pièces Automobiles en Aluminium
Pour un constructeur automobile ou un équipementier (Tier 1), choisir le moulage sous vide offre des avantages techniques indéniables.
1. Propriétés Mécaniques Supérieures
En éliminant les micro-bulles d’air, la densité de la pièce augmente. Cela se traduit par une meilleure résistance à la fatigue et une plus grande dureté, essentielles pour les éléments de châssis ou de sécurité.
2. Aptitude aux Traitements Thermiques et à la Soudure
C’est souvent le facteur décisif. Les pièces moulées traditionnellement ne peuvent pas subir de traitements thermiques à haute température (comme le T6) car les gaz emprisonnés se dilatent et forment des cloques. Avec le vide, la porosité est si faible que les pièces peuvent être :
- Traitées thermiquement (T6) pour maximiser la résistance.
- Soudées (MIG/TIG/Laser) pour l’assemblage de structures de carrosserie (Body-in-White).
3. Réduction des Rebuts
Moins de porosité signifie moins de pièces rejetées lors des tests d’étanchéité ou de rayons X, ce qui optimise les coûts de production à long terme.
Comparatif : Moulage Traditionnel vs Moulage sous Vide
Voici un tableau comparatif pour vous aider à comprendre les différences de performance :
| Critère | Moulage sous Pression Traditionnel | Moulage sous Pression sous Vide |
|---|---|---|
| Niveau de Porosité | Moyen à Élevé | Très Faible à Nul |
| Traitements Thermiques | Difficile / Impossible | Possible (T4, T5, T6) |
| Soudabilité | Mauvaise | Excellente |
| Étanchéité | Variable (nécessite souvent imprégnation) | Élevée |
| Finition de Surface | Bonne | Excellente |
| Coût de l’Outillage | Standard | Légèrement plus élevé (système de vide) |
| Applications Idéales | Pièces non structurelles, boîtiers simples | Pièces structurelles, sécurité, carrosserie |

Applications Courantes dans l’Automobile
En tant que fabricant de pièces en aluminium, nous utilisons cette technologie pour produire des composants critiques :
- Composants structurels : Montants de suspension, nœuds de châssis, piliers A/B.
- Groupe motopropulseur : Carter de transmission, carter d’huile, blocs moteurs.
- Véhicules Électriques (VE) : Boîtiers de batterie (nécessitant une étanchéité parfaite) et supports de moteur électrique.
Conclusion
Le moulage sous pression sous vide n’est pas seulement une option technique ; c’est une nécessité pour répondre aux standards de qualité actuels de l’industrie automobile. En réduisant la porosité au minimum, il ouvre la voie à des pièces plus légères, plus solides et plus versatiles.
Si vous recherchez un partenaire capable de produire des pièces en aluminium de haute intégrité avec une porosité contrôlée, notre expertise en technologie sous vide est à votre service.
FAQ : Questions Fréquentes sur le Moulage sous Vide
Le moulage sous vide élimine-t-il 100% de la porosité ?
Bien qu’il soit difficile d’atteindre le "zéro absolu", le moulage sous vide réduit la porosité à des niveaux négligeables, rendant les pièces aptes aux applications structurelles les plus exigeantes.
Quelle est la différence de coût avec le moulage standard ?
Le coût initial peut être légèrement plus élevé en raison de la technologie de la valve à vide et de la maintenance. Cependant, la réduction du taux de rebut et la possibilité de traiter thermiquement les pièces compensent souvent ce coût, offrant une meilleure valeur globale.
Quels alliages d’aluminium peuvent être utilisés ?
La plupart des alliages de moulage sous pression (comme l’A380, ADC12) peuvent être utilisés. Cependant, pour les pièces structurelles sous vide, des alliages spéciaux comme l’AlSi10MnMg sont souvent privilégiés pour leur ductilité.


