En tant que fabricant spécialisé dans les pièces automobiles en aluminium, nous savons que la réussite d’un projet de moulage sous pression (die casting) se joue bien avant l’injection du métal : elle commence dès la phase de conception.
Une conception optimisée permet non seulement de réduire les coûts de production, mais aussi d’assurer la durabilité et la qualité structurelle des pièces automobiles critiques. Cet article détaille les trois piliers fondamentaux de la conception de pièces moulées : l’uniformité de l’épaisseur des parois, les angles de dépouille et les arrondis.

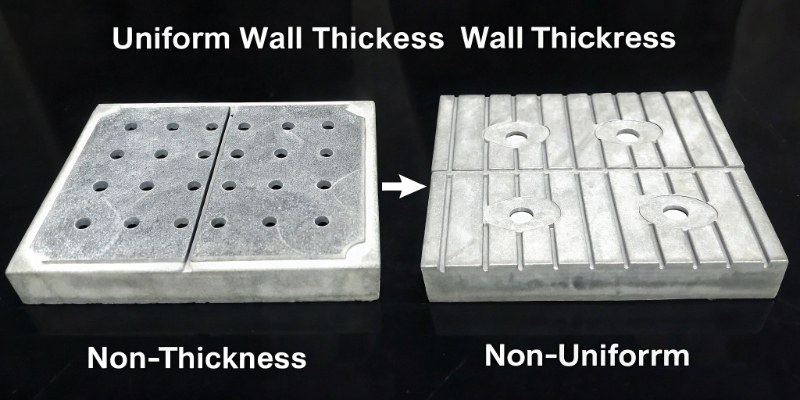
1. L’Importance Capitale d’une Épaisseur de Paroi Uniforme
L’une des règles d’or en conception de pièces pour le moulage sous pression est de maintenir une épaisseur de paroi aussi constante que possible.
Pourquoi l’uniformité est-elle critique ?
Dans le processus de moulage, le métal refroidit de l’extérieur vers l’intérieur. Si les parois sont inégales :
- Les zones fines refroidissent et solidifient rapidement.
- Les zones épaisses restent chaudes plus longtemps (points chauds), créant des retassures (porosité de retrait) au moment de la solidification.
Bonnes pratiques pour l’aluminium
Pour les pièces automobiles en aluminium, l’épaisseur de paroi recommandée se situe généralement entre 2,5 mm et 6 mm.
- Évitez les transitions brusques : Si un changement d’épaisseur est nécessaire, il doit être progressif.
- Utilisez des nervures (Ribs) : Plutôt que d’épaissir une paroi massive pour la solidité, utilisez des nervures. Cela économise de la matière, réduit le temps de cycle et améliore la solidité.
2. Les Angles de Dépouille (Draft Angles) : Faciliter l’Éjection
L’angle de dépouille est l’inclinaison donnée aux parois verticales de la pièce pour permettre son extraction du moule sans dommage. Sans une dépouille suffisante, la pièce risque de gripper (coller) au moule, entraînant des marques d’arrachement ou une déformation.
Facteurs influençant la dépouille
- Type d’alliage : L’aluminium, en refroidissant, se rétracte (rétrécit) sur le noyau central du moule, nécessitant plus de dépouille sur les faces internes que sur les faces externes.
- Profondeur de la cavité : Plus la paroi est profonde, plus l’angle doit être important.
Tableau des recommandations (Alliages d’Aluminium)
| Type de Paroi | Angle Recommandé (Standard) | Angle Minimum Absolu | Pourquoi ? |
|---|---|---|---|
| Parois Internes | 2° à 3° | 1° | Le métal se rétracte sur le noyau, augmentant la friction. |
| Parois Externes | 1° à 2° | 0.5° | Le métal se rétracte loin de la cavité, facilitant le démoulage. |
| Trous (Noyaux) | 2° par côté | 1.5° | Essentiel pour éviter de casser les broches du moule. |
Note pour l’automobile : Pour les pièces d’aspect visible ou les surfaces devant être usinées, des angles spécifiques doivent être discutés avec votre fondeur.
3. Arrondis et Congés (Fillets & Radii) : Réduire le Stress et Améliorer le Flux
Les coins vifs sont les ennemis du moulage sous pression. L’intégration d’arrondis (rayons externes) et de congés (rayons internes) est essentielle pour la fluidité du métal et la résistance mécanique.
Avantages des Arrondis et Congés
- Réduction des concentrations de contraintes : Les coins vifs concentrent le stress, ce qui peut provoquer des fissures dans la pièce (et dans le moule en acier) sous l’effet de la fatigue thermique.
- Amélioration de l’écoulement : L’aluminium liquide circule beaucoup plus facilement sur des surfaces courbes, réduisant les turbulences et les risques d’emprisonnement d’air (porosité).
- Durée de vie du moule : Les coins vifs dans l’acier du moule sont des points faibles qui s’érodent ou fissurent rapidement (craquelures thermiques).
Règle de conception recommandée
La règle générale pour déterminer la taille du rayon (R) par rapport à l’épaisseur de la paroi (T) est la suivante :
- Rayon minimum : R > 0.5 × T
- Rayon idéal : R ≈ T (épaisseur de la paroi)
Résumé : Liste de Contrôle pour la Conception (DFM)
Pour maximiser la "manufacturabilité" (Design for Manufacturing) de vos pièces automobiles en aluminium, vérifiez ces points avant de lancer l’outillage :
- [ ] Épaisseur : Les parois sont-elles uniformes ? Les nervures sont-elles utilisées pour renforcer sans épaissir ?
- [ ] Dépouille : Les angles de dépouille sont-ils suffisants (surtout à l’intérieur) pour garantir une éjection fluide ?
- [ ] Arrondis : Tous les coins vifs ont-ils été remplacés par des rayons (R) appropriés ?
- [ ] Usinage : Avez-vous prévu une surépaisseur suffisante (0.5mm – 1mm) sur les zones à usiner ?
Conclusion
Une conception rigoureuse respectant les principes d’angles de dépouille, d’arrondis et d’épaisseur de paroi uniforme est la clé pour obtenir des pièces en aluminium de haute qualité, particulièrement dans le secteur exigeant de l’automobile.
En collaborant tôt avec votre partenaire de fonderie sous pression, vous pouvez optimiser ces géométries pour réduire le poids, améliorer la structure et diminuer les coûts unitaires.
Vous avez un projet de pièce automobile en aluminium ?
Contactez notre bureau d’études pour une analyse de faisabilité et d’optimisation de vos conceptions.


