Les fuites de liquide de refroidissement détruisent les moteurs électriques. Les rappels coûtent des millions et ruinent votre réputation. Nous résolvons cela avec un moulage sous pression avancé.
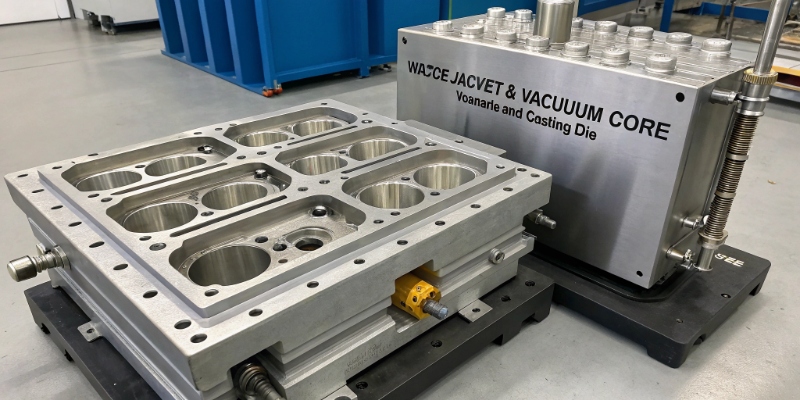
Un boîtier sans défaut exige un contrôle total de la porosité du canal de refroidissement, une concentricité parfaite lors de l’usinage et un contrôle thermique strict. Le moulage sous vide et les fixations sans contrainte empêchent totalement les fuites et les vibrations.
Beaucoup de fournisseurs livrent des échantillons parfaits. Mais ils échouent pendant la production en série. Cela met votre chaîne d’approvisionnement en grand danger. Je vais vous montrer mes méthodes d’atelier pour éviter ces échecs critiques.
Pourquoi les canaux de refroidissement fuient-ils et comment arrêter cela ?
L’eau dans le moteur provoque des courts-circuits mortels. La voiture s’arrête immédiatement. Nous utilisons une technologie sous vide spécifique pour éliminer l’air et stopper ces fuites coûteuses.
Les fuites proviennent de l’air emprisonné qui crée des trous dans l’aluminium. Nous utilisons la simulation Magmasoft et le moulage sous vide élevé. Nous retirons l’air avant l’injection. Cela garantit un canal de refroidissement dense et totalement étanche.

Le problème des bulles d’air
Dans mes premières années d’atelier, j’ai vu d’innombrables boîtiers rejetés. Le canal de refroidissement est la partie la plus difficile à mouler. Il utilise un long noyau en sable. Parfois, il utilise un système de curseur en acier complexe. L’aluminium liquide coule très vite autour de cette zone. Si l’air ne peut pas sortir du moule, il forme de petites bulles dans le métal.
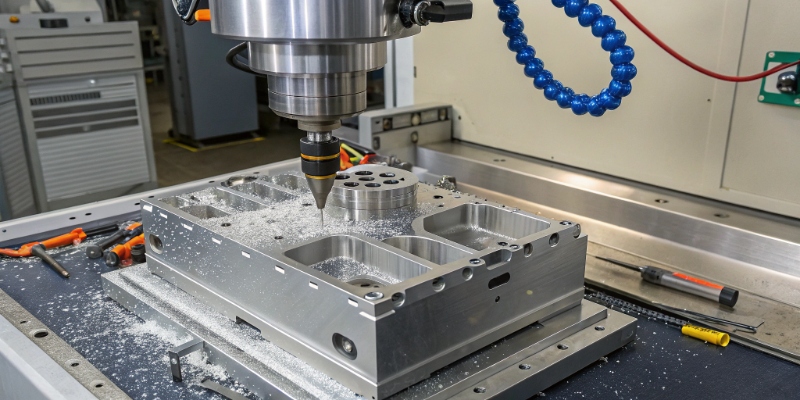
Plus tard, nous usinons les rainures pour les joints toriques avec la machine CNC. Malheureusement, nous coupons ces trous cachés. Le test de fuite échoue alors immédiatement. En tant qu’ingénieur qualité fournisseur (SQE), vous connaissez les conséquences. Ce défaut arrête toute votre chaîne de montage. Cela coûte beaucoup d’argent.
La technologie du vide
Mon équipe ne devine jamais lors des nouveaux projets. Nous utilisons le logiciel Magmasoft. Nous simulons l’écoulement du métal liquide. Nous voyons exactement sur l’écran où l’air reste bloqué. Nous plaçons nos vannes à vide à ces endroits précis. La pompe aspire l’air quelques millisecondes avant que le métal ne tire dans le moule.
| Type de défaut | Cause principale | Notre solution |
|---|---|---|
| Porosité interne | Air emprisonné dans les parois | Système à vide élevé (< 50 mbar) |
| Rainure de joint fuyante | Pores ouverts lors de l’usinage | Simulation d’écoulement et vannes |
| Remplissage incomplet | Métal froid ou pression faible | Contrôle thermique local |
Nous testons chaque pièce à 100 %. Nous faisons un test de chute de pression à la fin de la ligne. Si un boîtier perd de la pression, le robot le rejette automatiquement.
Comment maintenons-nous une concentricité stricte pour le rotor et le stator ?
Une mauvaise concentricité provoque des frottements et de fortes vibrations du moteur. Cela détruit les roulements. Nous utilisons un usinage CNC en une seule configuration pour un alignement parfait.
Nous obtenons une concentricité parfaite en usinant l’alésage principal et les sièges de roulement en un seul serrage. Nous utilisons des fixations hydrauliques flottantes. Elles maintiennent la pièce sans aucune contrainte. Le boîtier ne se déforme pas après le relâchement.
Le problème de la déformation
Le moteur électrique tourne jusqu’à 20 000 tours par minute en roulant. L’écart entre le stator et le rotor est extrêmement petit. Si les sièges de roulement aux deux extrémités n’ont pas exactement la même ligne médiane, le rotor vibre très fort. J’ai aidé un client en Allemagne. Il avait d’énormes problèmes de bruit avec ses nouveaux moteurs. La cause principale était une mauvaise concentricité dans le boîtier en aluminium.
L’aluminium rétrécit en refroidissant. Il se déforme aussi. Un boîtier de moteur est un grand cylindre creux. Il devient vite ovale au lieu de rester parfaitement rond après le moulage. Si vous serrez fermement une pièce ovale dans une machine CNC, vous la forcez à devenir ronde. Vous percez le trou parfaitement dans cet état. Mais ensuite, vous desserrez la pièce. La pièce reprend immédiatement sa forme ovale. Le trou parfait devient ovale lui aussi.
Fixations intelligentes
Nous avons résolu ce problème avec des fixations intelligentes. Nous utilisons des serrages hydrauliques avec des points d’appui flottants. La fixation touche la pièce très doucement. Ensuite, elle se verrouille. Elle tient la pièce fermement. Mais elle ne change jamais sa forme naturelle.
Nous usinons l’alésage intérieur du stator et les deux alésages de roulement exactement en même temps. Nous faisons cela sur une grande machine multi-axes. Nous obtenons toujours une concentricité inférieure à 0,05 mm. Nous mesurons la première et la dernière pièce de chaque équipe sur une machine tridimensionnelle (MMT).
Comment mouler des parois fines et solides sans défaut de remplissage ?
Les boîtiers lourds réduisent l’autonomie de la voiture électrique. Mais les parois fines refroidissent vite et cassent. Nous optimisons la température du moule pour des pièces légères parfaites.
Nous réussissons les parois fines grâce à une gestion thermique précise dans le moule. Nous appliquons un refroidissement ponctuel à haute pression dans les zones épaisses. Nous chauffons les zones fines. Cela maintient le métal liquide et empêche les soudures froides.

Le défi du poids
Chaque directeur des achats veut une pièce moins chère et plus légère pour son projet. Trop de poids réduit l’autonomie de la voiture électrique. C’est pourquoi les concepteurs font des parois extérieures de seulement 2,5 mm d’épaisseur. Cela économise beaucoup d’aluminium. J’ai passé d’innombrables nuits dans l’atelier de production. J’ai essayé durement de remplir complètement ces parois très fines avec de l’aluminium.
Le problème dans la pratique est simple. L’aluminium se fige très rapidement dans le moule. Si le métal liquide touche une zone froide et fine du moule, il s’arrête soudainement. Nous appelons ce défaut une soudure froide. La pièce devient très faible à cet endroit. Elle échoue immédiatement à vos tests structurels.
Vous ne pouvez pas simplement pousser le métal liquide avec plus de pression. Cela endommage le moule. Vous devez contrôler la chaleur intelligemment.
Chauffage et refroidissement dynamiques
Nous cartographions la température de tout le moule. Nous utilisons pour cela des caméras thermiques modernes.
- Chauffage : Nous utilisons de puissants contrôleurs de température d’huile. Nous préchauffons les zones où la paroi est très fine. Cela garde le métal liquide beaucoup plus longtemps.
- Refroidissement : Nous utilisons un refroidissement par jet à haute pression dans les zones épaisses. Ce sont par exemple les pieds de montage massifs. Ce refroidissement empêche les forts rétrécissements et les fissures.
Cet équilibre thermique est notre secret pour livrer une pièce légère et sûre.
Conclusion
Pour obtenir des boîtiers de moteurs électriques parfaits, vous devez contrôler la porosité, la concentricité et l’équilibre thermique. Notre expertise garantit des pièces sûres pour une production fluide.


