El aluminio líquido inyectado a 5 metros por segundo bajo 1.000 bares de presión no respeta la simetría de su modelo CAD. La fundición a alta presión (HPDC) es un evento termodinámico violento y altamente inestable. Si usted confía en el ensayo y error en el piso de fundición para ajustar sus parámetros de inyección, ya va demasiado tarde.
Modificar el acero para herramientas H13 templado debido a una porosidad por contracción (rechupes) imprevista o atrapamiento de aire cuesta decenas de miles de dólares y retrasa la entrega de las muestras T1 por semanas. Para los proveedores de Nivel 1 y Nivel 2 que operan bajo los estrictos sistemas de gestión de calidad IATF 169491, este nivel de riesgo en la cadena de suministro es sencillamente inaceptable.
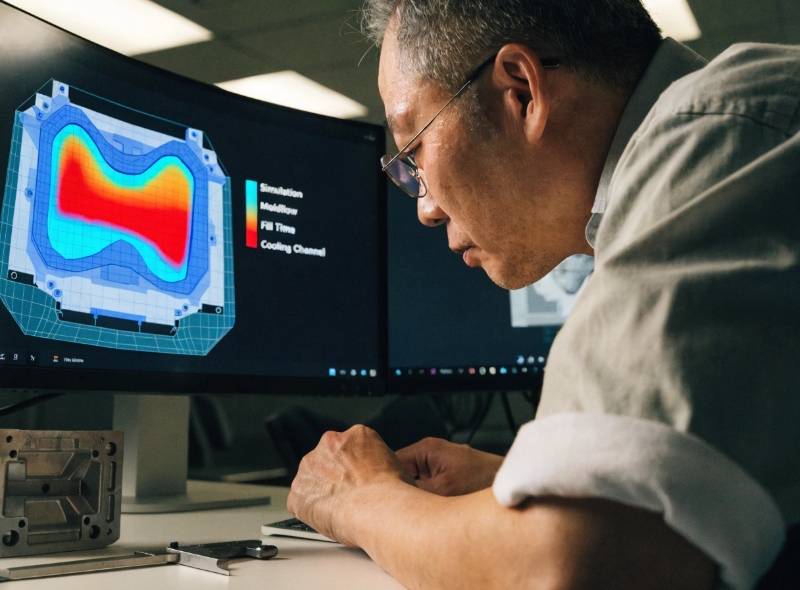
La única forma pragmática de mitigar estas realidades físicas es mediante la ingeniería predictiva. A continuación, ofrecemos una mirada desde las trincheras de la planta sobre cómo utilizamos la simulación Moldflow para eliminar —o reubicar estratégicamente— los defectos en la fundición a presión de aluminio automotriz2 antes de que se corte una sola viruta de acero.
La cruda realidad del taller: No eliminamos la porosidad, la movemos
Dejemos de lado la ficción del marketing: no existe una pieza fundida "absolutamente libre de porosidad". La física de la contracción metalúrgica y la inyección a alta velocidad dictan que siempre existirán microvacíos.
El verdadero propósito de la simulación Moldflow no es borrar mágicamente la porosidad; es controlar exactamente dónde termina esa porosidad.
Si un diseñador coloca un saliente de montaje grueso (boss) junto a una pared delgada de 1.5 mm, ese saliente se enfriará al final, actuando como un imán para los rechupes. Si en las operaciones secundarias de CNC se mecaniza una ranura para una junta tórica (O-ring) justo a través de ese saliente, se expondrá la porosidad oculta y la carcasa fallará en la prueba de fugas.
A través de la simulación, optimizamos el diseño de los canales de alimentación y los ataques de colada (gating) para empujar el gas atrapado y la contracción hacia los pozos de rebose (overflow wells) —que luego se recortan— o hacia áreas estructurales no críticas y no mecanizadas.
Matriz de defectos: Lo que Moldflow realmente soluciona
Aquí presentamos un desglose técnico de los defectos de fundición a presión más comunes y cómo la simulación termodinámica los neutraliza.
| Defecto de Fundición | Causa Raíz en el Proceso HPDC | La Solución mediante Simulación Moldflow |
|---|---|---|
| Porosidad por Gas (Burbujas) | Aire atrapado dentro de la cavidad debido a un flujo de metal turbulento. | Optimiza las velocidades en la entrada de colada para asegurar un flujo laminar. Dicta el tiempo exacto para activar el Vacuum HPDC (vacío). |
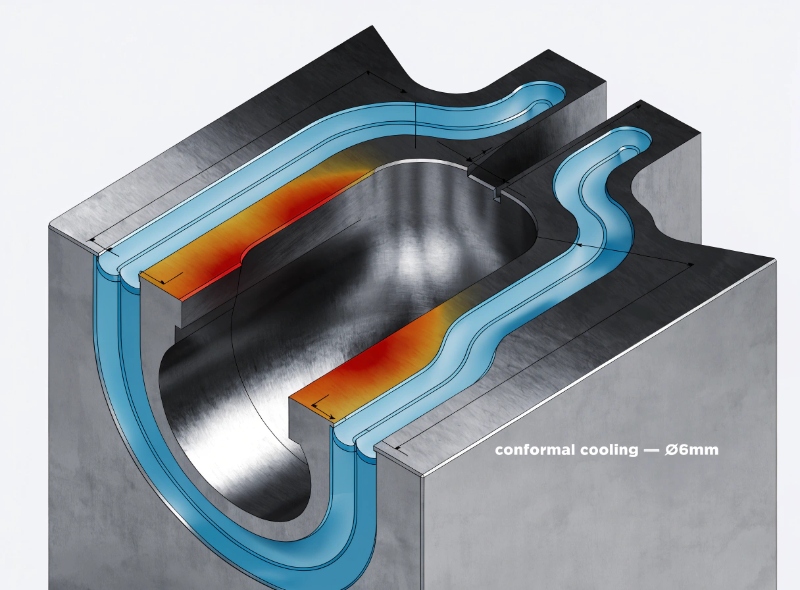
| Porosidad por Contracción (Rechupes) | Las secciones gruesas se enfrían más lentamente que las delgadas, contrayéndose sin metal fresco que las alimente. | Identifica los "puntos calientes" térmicos. Guía la ubicación de los canales de refrigeración conformada (conformal cooling) y los pasadores de compresión (squeeze pins). |
| Juntas Frías (Cold Shuts) | El metal se enfría y solidifica antes de que dos frentes de flujo se fusionen por completo. | Simula las caídas de temperatura. Permite a los ingenieros ajustar el grosor de la pared o agregar pozos de rebose para extraer metal caliente a través de la zona fría. |
| Gripado / Soldadura (Galling) | Ángulos de desmoldeo (draft angles) insuficientes o sobrecalentamiento localizado que hace que el aluminio se suelde al acero del molde. | Mapea la distribución de temperatura en la superficie del molde para optimizar la pulverización de los agentes desmoldantes a base de agua. |
1. Combatiendo las juntas frías en piezas de gran formato
A medida que la industria avanza hacia componentes estructurales de gran formato, como las bandejas de baterías EV3, la distancia que debe recorrer el aluminio fundido aumenta drásticamente.
Si el metal pierde demasiada temperatura antes de llegar a los extremos del molde, los frentes de flujo se encontrarán pero no se fusionarán por completo. Esto crea una "junta fría" — una debilidad estructural severa que se fracturará bajo las cargas dinámicas del chasis.
Moldflow permite a nuestros ingenieros de herramental visualizar la temperatura exacta del frente de flujo en tiempo real. Si vemos que la temperatura cae por debajo del umbral crítico (ej. para la aleación AlSi10MnMg), podemos rediseñar el sistema de canales para alimentar el metal más rápido, o aumentar la temperatura local del molde para garantizar una fusión homogénea y con un alto límite elástico.
2. Prevención del alabeo térmico mediante refrigeración conformada
Los moldes de fundición a presión son, en esencia, intercambiadores de calor gigantes. Si un lado de una carcasa de transmisión se enfría más rápido que el otro, las tensiones internas residuales harán que el aluminio se deforme (alabeo térmico o warpage) en el instante en que es expulsado de la matriz.
Cuando se mecanizan grandes bridas de sellado, incluso una deformación de 0.5 mm impedirá que el utillaje CNC sujete la pieza de manera uniforme, destruyendo en última instancia la coplanaridad de la cara de contacto. La simulación Moldflow mapea la distribución exacta de calor a través del acero H13. Utilizamos estos datos para perforar líneas de "refrigeración conformada" (conformal cooling) de alta precisión que envuelven la geometría específica de la pieza, forzando una tasa de enfriamiento uniforme y previniendo la distorsión térmica.
3. Optimización del diagrama PQ2
La relación entre la presión (P) y el caudal (Q) se conoce como el diagrama PQ2, y es el latido matemático de la máquina de fundición a presión.
Si el pistón inyecta el metal demasiado lento, obtendrá juntas frías. Si inyecta de manera demasiado violenta, el metal se atomiza, atrapando cantidades masivas de aire y destruyendo la herramienta a largo plazo. El software Moldflow calcula el área exacta de la entrada (gate area), el tiempo de llenado y la presión de intensificación requerida para una aleación específica. Tomamos estos parámetros simulados y los programamos directamente en el PLC de nuestras celdas de fundición, asegurando que el primer "disparo" esté respaldado por matemáticas duras, no por las suposiciones del operador.
Asegure su diseño antes de cortar el acero
En EMP Tech, sabemos que sobrevivir a las estrictas auditorías de los OEM requiere una base construida sobre datos objetivos. No se puede inspeccionar la calidad de una pieza que fue diseñada con fallos térmicos fundamentales. Nuestro control de calidad e inspección4 comienza en el entorno digital.
Al adherirnos estrictamente a las directrices de ingeniería de la NADCA5 y ejecutar implacables simulaciones DFM, ayudamos a los integradores Tier 1 y Tier 2 a mitigar riesgos, prevenir retrasos en el herramental y asegurar que sus componentes estén verdaderamente listos para el ensamblaje.
¿Está desarrollando un componente térmico o estructural complejo?
Cargue sus datos CAD 3D (STEP/IGES) a través de nuestro formulario de contacto hoy mismo. Nuestro equipo de ingeniería realizará una revisión DFM preliminar, resaltará los posibles riesgos de contracción y le entregará una cotización de fabricación pragmática en 24 horas.
Referencias y Notas al pie
International Automotive Task Force. Requisitos del sistema de gestión de la calidad IATF 16949:2016. ↩
EMP Tech. Soluciones de fundición a presión de aluminio para la industria automotriz. ↩
EMP Tech. Capacidades de fabricación de cajas de baterías EV (Bandejas). ↩
EMP Tech. Laboratorio de control de calidad e inspección de grado automotriz. ↩
North American Die Casting Association (NADCA). Estándares de Ingeniería y Diseño. ↩


