Undichte Kühlmäntel zerstören Elektromotoren. Rückrufaktionen kosten Millionen und ruinieren Ihren Ruf. Wir lösen diese Probleme mit fortschrittlichem Druckguss und strenger Qualitätskontrolle direkt an der Maschine.
Ein fehlerfreies Aluminiumgehäuse für Elektromotoren erfordert eine absolute Porositätskontrolle im Kühlmantel, höchste Rundlaufgenauigkeit bei der CNC-Bearbeitung und ein perfektes thermisches Management im Werkzeug. Vakuum-Druckguss und spannungsfreie Aufspannungen verhindern Leckagen und Vibrationen im Hochvoltsystem vollständig.
Viele Lieferanten versprechen Ihnen perfekte Musterteile. In der Massenproduktion scheitern sie dann kläglich an der Prozessstabilität. Das bringt Ihre Lieferkette in große Gefahr. Ich zeige Ihnen jetzt aus meiner direkten Werkstatterfahrung, wie wir diese kritischen Fehler in der Serienfertigung systematisch vermeiden.
Warum werden Kühlmäntel undicht und wie stoppen wir das?
Kühlmittel im Elektromotor verursacht fatale Kurzschlüsse. Das Auto bleibt sofort stehen. Wir nutzen spezielle Vakuumtechnologie. Diese Technologie entfernt Lufteinschlüsse und verhindert teure Leckagen dauerhaft.
Kühlmäntel werden undicht, weil eingeschlossene Luft poröse Stellen im Aluminium bildet. Wir nutzen Magmasoft-Simulationen und Hochvakuum-Druckguss. Wir ziehen die Luft vor dem Schuss ab. Das erzeugt dichte Wände und garantiert einen absolut wasserdichten Kühlkanal für Ihr System.

In meinen frühen Jahren in der Werkstatt sah ich unzählige defekte Motorgehäuse. Der Kühlmantel ist das schwierigste Bauteil beim Gießen. Er nutzt einen langen Sandkern. Manchmal nutzt er ein komplexes Schiebersystem aus Stahl. Das flüssige Aluminium fließt sehr schnell um diesen Bereich. Wenn die Luft nicht aus der Form entweichen kann, bildet sie kleine Blasen im Metall.
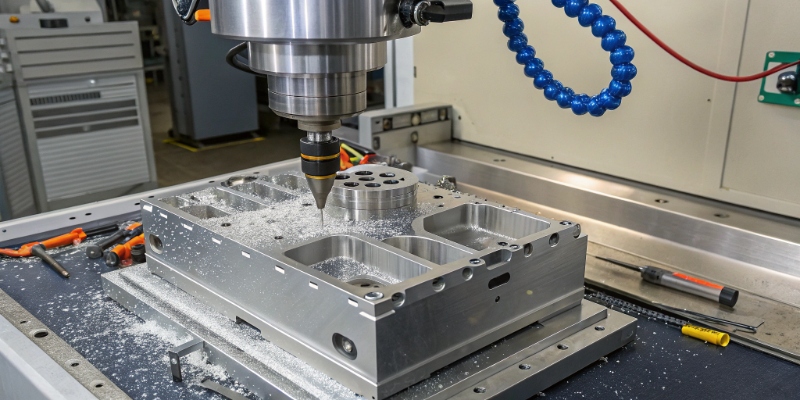
Später bearbeiten wir die Nuten für die O-Ringe mit der CNC-Maschine. Dabei schneiden wir diese versteckten Löcher leider auf. Der anschließende Dichtheitstest schlägt dann sofort fehl. Als Supplier Quality Engineer wissen Sie genau über die Folgen Bescheid. Dieser Fehler stoppt Ihre gesamte Montagelinie. Das kostet sehr viel Geld.
Mein Team rät bei neuen Projekten nicht. Wir nutzen die Software Magmasoft für unsere Arbeit. Wir simulieren den Fluss des flüssigen Metalls. Wir sehen exakt auf dem Bildschirm, wo die Luft stehen bleibt. Genau an diesen kritischen Stellen platzieren wir unsere Vakuumventile. Die Vakuumpumpe saugt die Luft ab. Das passiert nur wenige Millisekunden, bevor das Metall in die Form schießt.
| Fehlerart | Hauptursache | Unsere Lösung |
|---|---|---|
| Interne Porosität | Eingeschlossene Luft in dünnen Wänden | Hochvakuum-System (< 50 mbar) |
| Undichte O-Ring-Nut | Aufgeschnittene Poren bei der Bearbeitung | Fließsimulation und Vakuumventile |
| Unvollständige Füllung | Kaltes Metall oder zu wenig Druck | Lokale thermische Kontrolle |
100% Prüfung in der Serie
Wir testen jedes einzelne Gehäuse mit einer Druckabfallprüfung am Ende der Linie. Verliert ein Gehäuse den Druck, sortiert der Roboter es sofort automatisch aus. Sie erhalten in Ihrem Werk nur absolut sichere Bauteile. Das schützt Ihre Lieferkette.
Wie halten wir die extrem strenge Rundlaufgenauigkeit ein?
Ein schlechter Rundlauf verursacht Kratzgeräusche und starke Motorvibrationen. Das zerstört das Fahrerlebnis und beschädigt die Lager. Wir nutzen CNC-Bearbeitung in einer Aufspannung für eine perfekte Ausrichtung.
Wir erreichen höchste Rundlaufgenauigkeit, indem wir die Hauptbohrung und die Lagersitze in einer einzigen Aufspannung bearbeiten. Wir verwenden hydraulische Pendelauflagen. Diese fixieren das Bauteil völlig spannungsfrei. Das Gehäuse verformt sich nach dem Lösen der Klemmen nicht.
Der Elektromotor dreht sich mit bis zu 20.000 Umdrehungen pro Minute während der Fahrt. Der Spalt zwischen dem Stator und dem Rotor ist extrem winzig. Wenn die Lagersitze an beiden Enden nicht exakt dieselbe Mittellinie haben, vibriert der Rotor sehr stark. Ich half einmal einem Kunden in Deutschland. Er hatte massive Geräuschprobleme bei seinen neuen Motoren. Die Grundursache war ein schlechter Rundlauf im Aluminiumgehäuse.
Aluminium schrumpft beim Abkühlen. Es verzieht sich dabei auch. Ein Motorgehäuse ist ein sehr großer und hohler Zylinder. Er wird nach dem Gießen schnell oval anstatt perfekt rund. Wenn Sie ein ovales Teil fest in einer CNC-Maschine einspannen, zwingen Sie es mit Gewalt in eine runde Form. Sie bohren das Loch in diesem Zustand perfekt. Aber dann spannen Sie das Teil wieder aus. Das Bauteil springt sofort in seine ovale Form zurück. Das perfekte Loch ist jetzt leider auch oval. Das führt zu großen Problemen.
Intelligente Spannkonzepte
Wir haben dieses Problem mit cleveren Vorrichtungen dauerhaft gelöst. Wir nutzen hydraulische Spannmittel mit schwimmenden Auflagepunkten. Die Vorrichtung berührt das Teil ganz sanft. Dann verriegelt sie sich. Sie hält das Teil fest. Sie verändert aber niemals seine natürliche Form.
Wir bearbeiten die innere Statorbohrung und beide Lagerbohrungen exakt zur gleichen Zeit. Wir machen das auf einer großen Mehrachsmaschine. Wir erreichen immer eine Rundlaufgenauigkeit von unter 0,05 mm. Wir messen das erste und letzte Teil jeder Schicht auf einer Koordinatenmessmaschine. Wir dokumentieren diese Werte für Ihre PPAP-Freigabe.
Wie gießen wir starke und dünne Wände ohne Kaltfließstellen?
Schwere Motorgehäuse reduzieren die Reichweite von Elektroautos. Dünne Wände kühlen jedoch zu schnell ab und brechen leicht. Wir optimieren die Werkzeugtemperatur für fehlerfreie und leichte Gussstücke.
Wir gießen dünne Wände erfolgreich durch ein präzises thermisches Management im Werkzeug. Wir nutzen Hochdruck-Punktkühlung in dicken Bereichen und erhitzen gezielt die dünnen Bereiche. Das hält den Metallfluss aufrecht. Es verhindert Kaltfließstellen und macht das Gehäuse leicht, aber extrem stabil.

Jeder Einkaufsleiter will ein günstigeres und leichteres Bauteil für sein Projekt. Zu viel Gewicht verringert die Reichweite des Elektroautos enorm. Deshalb machen die Konstrukteure die Außenwände des Motorgehäuses oft nur noch 2,5 mm dick. Das spart viel Aluminium. Ich habe unzählige Nächte in der Produktion verbracht. Ich habe hart versucht, diese extrem dünnen Wände komplett mit Aluminium zu füllen.
Das Problem in der Praxis ist simpel. Aluminium erstarrt in der Form sehr schnell. Wenn das flüssige Metall auf einen kalten und dünnen Bereich der Form trifft, bleibt es plötzlich stehen. Wir nennen diesen Fehler eine Kaltfließstelle. Das Bauteil wird an dieser Stelle sehr schwach. Es fällt bei Ihren Strukturtests sofort durch.
Man kann das flüssige Metall nicht einfach mit mehr Druck in die Form pressen. Das beschädigt die Form. Man muss die Wärme im Werkzeug intelligent kontrollieren.
Dynamische Heiz- und Kühlkreisläufe
Wir kartieren die Temperatur der gesamten Form. Wir nutzen dafür moderne Wärmebildkameras. Wir verwenden starke Öl-Temperiergeräte an unseren Maschinen. Damit heizen wir die Bereiche vor, in denen die Wand sehr dünn ist. Das hält das Metall deutlich länger flüssig.
Gleichzeitig nutzen wir eine Hochdruck-Jetkühlung in den dicken Bereichen des Bauteils. Das sind zum Beispiel die massiven Montagefüße. Diese Kühlung verhindert starke Schrumpfungen. Sie verhindert auch Risse im Metall. Dieser thermische Ausgleich ist unser Geheimnis. So liefern wir Ihnen pünktlich ein leichtes und extrem sicheres Bauteil für Ihre Montagelinie.
Zusammenfassung
Für fehlerfreie Elektromotorgehäuse müssen Sie Porosität, Rundlaufgenauigkeit und das thermische Gleichgewicht streng kontrollieren. Unsere Expertise garantiert Ihnen sichere und leichte Bauteile für eine reibungslose Produktion.


