Optimieren Sie Ihre Automobilkomponenten durch gussgerechte Gestaltung: Schrägen, Abrundungen und Wandstärken.
Als erfahrener Hersteller von Aluminium-Druckgussteilen für die Automobilindustrie wissen wir: Die Qualität eines Bauteils entsteht lange vor dem eigentlichen Guss. Sie beginnt am Reißbrett (oder im CAD). Eine gussgerechte Teilekonstruktion ist der entscheidende Faktor für Kosteneffizienz, mechanische Belastbarkeit und Prozesssicherheit.
In diesem Artikel erfahren Sie, wie Sie durch die Beachtung der drei "goldenen Regeln" – Entformungsschrägen, Abrundungen und gleichmäßige Wandstärke – die Herstellbarkeit Ihrer Teile drastisch verbessern und typische Gussfehler vermeiden.
Warum ist "Design for Manufacturing" (DFM) im Druckguss so wichtig?
Bevor wir in die technischen Details gehen, ein kurzer Blick auf die Vorteile einer optimierten Konstruktion für den Automobilsektor:
- Gewichtsreduktion: Entscheidend für moderne E-Mobility und Verbrenner-Effizienz.
- Zykluszeit-Optimierung: Schnellere Abkühlung bedeutet höhere Ausbringungsmengen.
- Werkzeugstandzeit: Weniger Verschleiß an der Form bedeutet geringere Investitionskosten pro Teil.
- Fehlervermeidung: Minimierung von Lunkern (Hohlräumen) und Rissen.

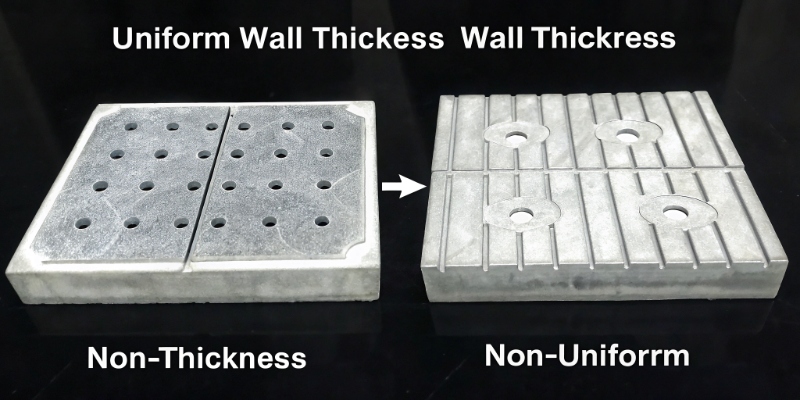
1. Gleichmäßige Wandstärke: Der Schlüssel zur Fehlerfreiheit
Die vielleicht wichtigste Regel im Druckguss ist die Einhaltung einer möglichst konstanten Wandstärke.
Das Problem mit ungleichen Wänden
Aluminium schwindet beim Erstarren. Wenn ein Bauteil Bereiche mit sehr unterschiedlichen Dicken aufweist, kühlen diese unterschiedlich schnell ab.
- Dünne Bereiche: Erstarren zuerst.
- Dicke Bereiche: Erstarren zuletzt und können keine Schmelze mehr nachziehen.
Dies führt unweigerlich zu Lunkern (Porosität) im Inneren des dicken Bereichs oder zu Einfallstellen an der Oberfläche. Zudem entstehen Eigenspannungen, die zum Verzug des Bauteils führen.
Die Lösung: Richtlinien für die Wandstärke
| Parameter | Empfehlung für Aluminium-Druckguss |
|---|---|
| Minimale Wandstärke | ca. 1,5 mm – 2,5 mm (je nach Bauteilgröße) |
| Ideale Wandstärke | So dünn wie möglich, so dick wie nötig (meist 2 mm – 4 mm) |
| Übergänge | Fließend gestalten, keine abrupten Sprünge |
Profi-Tipp für Automobilteile:
Anstatt die Wandstärke massiv zu erhöhen, um Stabilität zu gewinnen, nutzen Sie Verrippungen (Rippen). Diese bieten hohe Steifigkeit bei minimalem Materialeinsatz und gleichmäßiger Abkühlung.
2. Entformungsschrägen (Draft Angles): Für einen reibungslosen Auswurf
Damit das fertige Aluminiumteil aus der stählernen Gussform entnommen werden kann, ohne dass es klemmt oder die Oberfläche zerkratzt wird, sind Entformungsschrägen unverzichtbar.
Warum sind Schrägen notwendig?
Beim Abkühlen schrumpft das Aluminium auf den Kern des Werkzeugs auf. Ohne ausreichende Schräge würde das Bauteil beim Auswerfen "fressen". Dies beschädigt sowohl das Bauteil als auch das teure Werkzeug.
Empfohlene Werte für Entformungsschrägen (DIN EN 1706 / NADCA)
Die benötigte Schräge hängt von der Art der Fläche (Innen- oder Außenkontur) und der Tiefe ab.
| Merkmal | Empfohlener Winkel (Minimal) |
|---|---|
| Außenwände | 1° bis 2° |
| Innenwände / Kerne | 2° bis 3° (Da das Metall aufschrumpft) |
| Kernlöcher | Je tiefer das Loch, desto größer der Winkel |
Hinweis: In der Automobilindustrie, wo Sichtflächen oft nachbearbeitet werden, muss die Schräge im Rohteilmaß berücksichtigt werden, um genügend Aufmaß für die CNC-Bearbeitung zu lassen.
3. Abrundungen und Radien (Fillets & Radii): Stresskiller für Bauteil und Werkzeug
Scharfe Ecken sind der Feind des Druckgusses. Abrundungen (Radien) sind essenziell für den Materialfluss und die Haltbarkeit.
Vorteile von großzügigen Radien:
- Verbesserter Metallfluss: Das flüssige Aluminium kann mit hoher Geschwindigkeit und weniger Turbulenzen in die Form schießen.
- Vermeidung von Spannungsspitzen: Scharfe Ecken wirken als Kerben, an denen Bauteile unter Last (z.B. Vibrationen im Motorraum) brechen können.
- Längere Werkzeuglebensdauer: Scharfe Kanten im Werkzeugstahl sind anfällig für Hitzerisse (Brandrisse). Radien verteilen die thermische Belastung.
Konstruktionsregel
Als Faustformel gilt:
- Innenradius (R): Sollte mindestens 1/3 bis 1/2 der Wandstärke betragen.
- Außenradius: Entspricht idealerweise dem Innenradius plus der Wandstärke (R_außen = R_innen + Wandstärke), um eine konstante Wanddicke im Eckbereich zu gewährleisten.
Zusammenfassung: Checkliste für Ihre Konstruktion
Möchten Sie sicherstellen, dass Ihr Design bereit für die Serienproduktion ist? Nutzen Sie diese Checkliste:
- [ ] Wandstärke: Ist sie überall so gleichmäßig wie möglich?
- [ ] Masse: Wurden Materialanhäufungen durch Rippen ersetzt?
- [ ] Schrägen: Haben alle vertikalen Wände zur Entformungsrichtung mindestens 1-2° Schräge?
- [ ] Ecken: Sind alle scharfen Kanten durch Radien ersetzt worden?
- [ ] Hinterschnitte: Wurden Hinterschnitte vermieden, um teure Schieber im Werkzeug zu sparen?
Fazit: Partnerschaft im frühen Stadium
Die beste Teilekonstruktion entsteht im Dialog. Als spezialisierter Druckguss-Hersteller für Automobilteile empfehlen wir, uns so früh wie möglich in den Entwicklungsprozess einzubinden. Durch Simulationen und unsere Erfahrung können wir Ihr Design optimieren, bevor das erste Werkzeug gefräst wird.
Haben Sie ein aktuelles Projekt?
Kontaktieren Sie unser Engineering-Team für eine unverbindliche DFM-Analyse (Design for Manufacturing) Ihrer 3D-Daten.
Tags: Aluminiumdruckguss, Teilekonstruktion, Automotive Casting, Entformungsschräge, Wandstärke Druckguss, Konstruktionsrichtlinien, Gussgerechtes Design.


