In der modernen Automobilindustrie ist Leichtbau kein Trend mehr, sondern eine Notwendigkeit. Mit dem rasanten Aufstieg der E-Mobilität und strengeren Emissionsvorschriften suchen Ingenieure ständig nach Möglichkeiten, Gewicht zu reduzieren, ohne die strukturelle Integrität zu gefährden. Hier spielen Aluminiumlegierungen, insbesondere Al-Si (Aluminium-Silizium), eine entscheidende Rolle – vor allem bei der Herstellung komplexer, dünnwandiger Bauteile.
Als spezialisierter Druckgusshersteller beleuchten wir in diesem Artikel, warum Al-Si-Systeme der Goldstandard für filigrane Automobilkomponenten sind.
Warum Aluminium-Silizium (Al-Si) für den Druckguss?
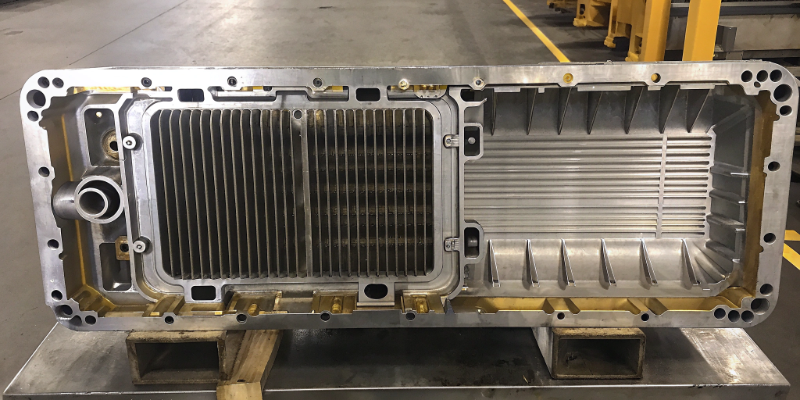
Aluminium-Silizium-Legierungen, oft auch als Silumine bezeichnet, dominieren den Druckgussmarkt. Der Hauptgrund liegt in der hervorragenden Vergießbarkeit. Für Automobilhersteller, die Bauteile wie Inverter-Gehäuse, Batteriewannen oder Strukturbauteile benötigen, bieten Al-Si-Legierungen die perfekte Balance zwischen Herstellbarkeit und mechanischen Eigenschaften.
Die Vorteile auf einen Blick:
- Hervorragende Fließfähigkeit: Essenziell für das Füllen komplexer Formen mit dünnen Wandstärken.
- Geringe Schwindung: Reduziertes Risiko von Rissen und Verzug beim Erstarren.
- Korrosionsbeständigkeit: Wichtig für Bauteile, die Umwelteinflüssen ausgesetzt sind.
- Hohe Verschleißfestigkeit: Durch die harten Siliziumpartikel im Gefüge.
Dünnwandige Bauteile: Die Herausforderung und die Lösung
Der Trend im Automobilbau geht zu "Thin-Wall Casting". Wandstärken von unter 2 mm sind bei großen Strukturbauteilen keine Seltenheit mehr.
Das Problem
Je dünner die Wand, desto schneller erstarrt die Schmelze. Dies führt oft zu Kaltlauf (die Form wird nicht vollständig gefüllt) oder zu hoher Porosität, wenn die Legierung nicht optimal gewählt ist.
Die Lösung: Das Eutektikum
Al-Si-Legierungen nahe dem eutektischen Punkt (ca. 12 % Silizium) haben den niedrigsten Schmelzpunkt und erstarren in einem sehr engen Temperaturbereich. Das bedeutet, die Schmelze bleibt länger flüssig und kann selbst in die feinsten Verästelungen der Druckgussform vordringen, bevor sie erstarrt.
Vergleich gängiger Al-Si Legierungen im Automobilbau
Nicht jede Al-Si Legierung ist gleich. Je nach Anforderung an das Bauteil (z.B. Duktilität vs. Festigkeit) kommen unterschiedliche Zusammensetzungen zum Einsatz.
| Legierung (DIN EN 1706) | Chemische Zusammensetzung | Hauptmerkmale | Typische Automobil-Anwendung |
|---|---|---|---|
| EN AC-44300 (AlSi12) | Al + 12% Si | Exzellente Fließfähigkeit, hohe Korrosionsbeständigkeit. | Sehr dünnwandige Gehäuse, Kühlkörper, Abdeckungen. |
| EN AC-46000 (AlSi9Cu3) | Al + 9% Si + 3% Cu | Der Allrounder. Gute Festigkeit und Zerspanbarkeit. | Motorblöcke, Getriebegehäuse, Ölwanne. |
| EN AC-43400 (AlSi10Mg) | Al + 10% Si + Mg | Gute Aushärtbarkeit, hohe dynamische Belastbarkeit. | Strukturbauteile, Fahrwerkskomponenten. |
Einflussfaktoren auf die Qualität dünnwandiger Gussteile
Um bei dünnwandigen Bauteilen höchste Qualität zu gewährleisten, reicht die Wahl der richtigen Al-Si-Legierung allein nicht aus. Der Fertigungsprozess muss präzise gesteuert werden.
1. Temperaturführung
Eine exakte Kontrolle der Formtemperatur ist kritisch. Ist die Form zu kalt, erstarrt das dünnwandige Aluminium zu schnell. Ist sie zu heiß, verlängert sich die Zykluszeit und es droht Kleben.
2. Vakuum-Druckguss
Bei dünnen Wänden und hohen Füllgeschwindigkeiten ist die Gefahr von Lufteinschlüssen groß. Vakuumunterstützung im Druckguss entzieht der Form die Luft, bevor das Aluminium einschießt. Dies ist besonders wichtig für Bauteile, die später wärmebehandelt oder geschweißt werden sollen (z.B. im Karosseriebau).
3. Design for Manufacturing (DfM)
Schon in der Entwicklungsphase muss darauf geachtet werden, dass Übergänge fließend gestaltet sind und Masseanhäufungen vermieden werden, um Lunkerbildung in Al-Si-Legierungen zu minimieren.
Zukunftstrends: Legierungen für die Gigacasting-Ära
Mit dem Trend zum "Gigacasting" (Fertigung ganzer Fahrzeugrahmen in einem Schuss) steigen die Anforderungen an Al-Si-Legierungen weiter. Hier werden spezielle Legierungen entwickelt, die keine Wärmebehandlung mehr benötigen ("Non-Heat-Treatable Alloys"), um Verzug bei riesigen, dünnwandigen Bauteilen zu vermeiden. Als Ihr Partner für Druckguss beobachten wir diese Entwicklungen genau und passen unsere Prozesse entsprechend an.
Fazit: Ihr Partner für komplexe Aluminium-Lösungen
Die Wahl der richtigen Aluminiumlegierung entscheidet über den Erfolg Ihres Bauteils. Während Al-Si die Basis für dünnwandige Komponenten bildet, liegt die Kunst in der Feinabstimmung von Legierung, Werkzeugdesign und Prozessparametern.
Als erfahrener Druckgusshersteller für die Automobilindustrie unterstützen wir Sie von der Legierungsauswahl bis zur Serienfertigung hochkomplexer, leichter Bauteile.
Häufig gestellte Fragen (FAQ)
Welche Aluminiumlegierung ist am besten für dünne Wandstärken geeignet?
AlSi12 (EN AC-44300) gilt aufgrund seines eutektischen Siliziumgehalts als eine der besten Legierungen für extrem dünnwandige Bauteile, da sie eine hervorragende Fließfähigkeit besitzt.
Warum wird Kupfer (Cu) zu Al-Si-Legierungen hinzugefügt?
Kupfer, wie in AlSi9Cu3, erhöht die Festigkeit und Härte der Legierung sowie die Zerspanbarkeit, verringert jedoch leicht die Korrosionsbeständigkeit und die Duktilität.
Was ist der Mindestwandstärke im Aluminium-Druckguss?
Technisch sind Wandstärken bis zu 1,0 mm oder sogar darunter möglich, abhängig von der Bauteilgröße und der verwendeten Al-Si-Legierung. Standardmäßig gelten 2,0 bis 3,0 mm als wirtschaftlich optimal.


