In high-stakes industries like automotive, new energy vehicle (EV) manufacturing, and industrial automation, the reliability of aluminum die casting parts is non-negotiable—especially when fluid or gas tightness is required. Even the most advanced die casting processes can leave behind microscopic pores and voids within the metal, threatening performance, customer satisfaction, and regulatory compliance. Impregnation is the trusted engineering solution to this challenge.
This article breaks down why impregnation is essential for aluminum die castings, how it works, its typical processes and materials, and the quality assurance measures that Tier 1/OEM suppliers expect.
Understanding Porosity in Aluminum Die Castings
What Is Porosity?
Porosity refers to the tiny, often invisible holes or voids that remain in die castings after solidification. These defects are the result of:
- Trapped gases (air, hydrogen) during metal injection,
- Shrinkage during cooling,
- Incomplete fusion in complex or thin-walled designs.
Why Is It a Problem?
- Leaks: Even microscopic pores can form continuous paths that allow gas or liquid to escape.
- Reduced Reliability: Porosity can cause field failures in pressure-retaining housings, fluid connectors, or heat exchangers.
- Secondary Operations: Machining or tapping can expose previously sealed pores, creating new leakage risks.
How Impregnation Seals Micro-Leakages and Voids
Impregnation is a process designed to fill and seal internal voids in castings with a liquid sealant—typically a polymer resin—that cures inside the pores, blocking potential leak paths.
Step-by-Step Process
- Cleaning: Parts are thoroughly cleaned to remove contaminants that could prevent sealant penetration.
- Vacuum or Pressure Application: Parts are exposed to vacuum (to evacuate air from pores) followed by pressurization to force sealant deep into voids.
- Curing: The sealant polymerizes, hardens, and permanently seals the porosity.
- Washing and Drying: Excess sealant is removed, ensuring only sealed porosity remains.
![]()
Common Impregnation Materials and Processes
| Method | Description | Best For |
|---|---|---|
| Resin (Polymer) Impregnation | Uses advanced polymers to fill pores; most widely adopted due to strong chemical resistance and stability. | Most automotive, EV, and electronics parts |
| Vacuum Impregnation | Removes air from pores, allowing deep sealant penetration; best for fine, complex porosity. | Precision critical parts |
| Pressure Impregnation | Applies high pressure to drive sealant into slightly larger voids; often combined with vacuum stage. | Larger parts, moderate porosity |
Resin choice (often methacrylate or epoxy based) is selected based on compatibility with subsequent finishing and operational environment (thermal, chemical, mechanical exposures).
Benefits: Improved Airtightness and Fluid Containment
Key Advantages of Die Casting Impregnation:
- Enhanced Airtightness: Converts a porous casting into a true pressure-tight housing, essential for hydraulic units, EV drive enclosures, or pump covers.
- Improved Reliability: Protects electronics and sensitive devices against oil, coolant, and moisture ingress.
- Sustainability: Reduces scrap rates by salvaging parts that might otherwise be rejected for porosity.
- Enables Lightweight Design: Allows design engineers to use thinner walls and lighter constructions without risking leaks.
Applications in EV Housings, Hydraulic Parts, and Electronics
Typical Components Benefitting from Impregnation:
| Application Area | Example Parts | Why Impregnation is Essential |
|---|---|---|
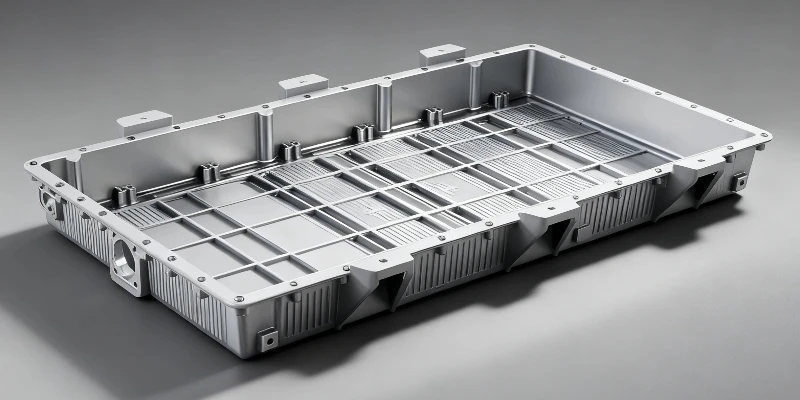
| EV/Automotive | Motor controller housings, inverter boxes, battery cooling plates | Ensures fluid-tight operation, leak-free assemblies |
| Hydraulics | Pump bodies, valve blocks | Prevents hydraulic fluid leaks and pressure loss |
| Electronics | Sensor bodies, EMC enclosures | Protects against condensation and liquid ingress |
Professional Insight: At EMP Tech, many Tier 1 customers now specify 100% impregnation for high-voltage EV housings during the DFM phase, recognizing that field failures from fluid seepage can result in costly recalls and safety risks.
Quality Assurance and Testing After Impregnation
After impregnation, it’s critical to prove the parts are leak-free and the sealant has performed as intended.
Standard Quality Controls Include:
- Helium or Air Leak Testing: Detects even tiny amounts of leakage with high sensitivity.
- Dye Penetrant Inspection: Reveals residual surface-open pores.
- Cut-Section Analysis: Verifies sealing in critical zones after destructive testing.
- Adhesion and Compatibility Checks: Ensures impregnation doesn’t negatively interact with subsequent coatings or functional specifications.
Summary Table: Why and How Aluminum Die Castings Are Impregnated
| Key Issue | How Impregnation Solves It | Measurable Outcome |
|---|---|---|
| Porosity/leakage | Seals internal pores with resin | Passes leak and pressure tests |
| Fluid containment | Makes castings pressure-tight | No oil/gas/coolant seepage |
| Salvaging parts | Recovers otherwise scrapped pieces | Reduces scrap rate and costs |
| Product reliability | Prevents in-field failures | Long-term operational stability |
Need guaranteed leak-free castings for your next technical project?
At EMP Tech, we offer advanced, IATF 16949-compliant impregnation and leak testing as standard for all critical die-cast components.
Contact me at [email protected] to discuss porosity solutions tailored to your application’s requirements.


