Flüssiges Aluminium, das mit 5 Metern pro Sekunde und 1.000 Bar Druck eingeschossen wird, interessiert sich nicht für die Symmetrie Ihres CAD-Modells. Hochdruck-Druckguss (HPDC) ist ein brutales, hochgradig volatiles thermodynamisches Ereignis. Wenn Sie sich auf Versuch und Irrtum auf dem Gießereiboden verlassen, um Ihre Gießparameter einzustellen, haben Sie bereits verloren.
Gehärteten H13-Werkzeugstahl nachträglich zu ändern, weil unvorhergesehene Schwindungslunker oder Lufteinschlüsse auftreten, kostet zehntausende Euro und verschiebt die T1-Musterlieferung um Wochen. Für Tier-1- und Tier-2-Zulieferer, die unter strengen IATF 16949 Qualitätsmanagementsystemen1 agieren, ist dieses Maß an Risiko in der Lieferkette schlichtweg inakzeptabel.
Der einzige pragmatische Weg, diese physikalischen Realitäten zu beherrschen, ist das prädiktive Engineering. Hier ist ein ungeschönter Blick aus der Fertigungspraxis, wie wir Moldflow-Simulationen nutzen, um Defekte im Automobil-Druckguss2 zu eliminieren – oder strategisch zu verschieben – bevor auch nur ein einziger Span Werkzeugstahl gefräst wird.
Der ehrliche Einblick: Wir eliminieren Porosität nicht, wir verschieben sie
Lassen Sie uns mit der Marketingfiktion aufräumen: Es gibt keinen „absolut lunkerfreien“ Druckguss. Die Physik der metallurgischen Schwindung (Shrinkage) und die Hochgeschwindigkeitsinjektion bedingen, dass Mikroporositäten immer existieren werden.
Der wahre Zweck der Moldflow-Simulation ist es nicht, Porosität magisch wegzurechnen; es geht darum, exakt zu steuern, wo diese Porosität am Ende landet.
Wenn ein Konstrukteur einen massiven, dicken Montage-Dom direkt neben eine 1,5 mm dünne Wand setzt, kühlt dieser Dom als letztes ab. Er wirkt wie ein Magnet für Schwindungslunker. Wenn bei der anschließenden CNC-Bearbeitung genau durch diesen Dom eine O-Ring-Dichtnut gefräst wird, wird die verborgene Porosität freigelegt, und das Gehäuse fällt durch die Dichtheitsprüfung.
Mittels Simulation optimieren wir das Anschnittsystem (Gating) so, dass eingeschlossene Gase und Schwindung gezielt in externe Überlaufkanäle (Overflow Wells) – die später abgegratet werden – oder in unkritische, nicht-zerspante Strukturbereiche gedrängt werden.
Fehler-Matrix: Was Moldflow in der Praxis wirklich löst
Hier ist eine ingenieurtechnische Aufschlüsselung der häufigsten Druckgussfehler und wie die thermodynamische Simulation diese neutralisiert.
| Druckguss-Defekt | Ursache im HPDC-Prozess | Die Moldflow-Simulationslösung |
|---|---|---|
| Gasporosität (Blisterbildung) | Luft, die durch turbulente Strömung in der Kavität eingeschlossen wird. | Optimiert die Anschnittgeschwindigkeiten für eine laminare Fließfront. Diktiert das exakte Timing für das Zuschalten des Vacuum-HPDC. |
| Schwindungsporosität (Lunker) | Dicke Querschnitte kühlen langsamer ab als dünne und schwinden, ohne dass frisches Metall nachgespeist wird. | Identifiziert thermische "Hot Spots". Steuert die exakte Platzierung von konturnaher Kühlung (Conformal Cooling) und Squeeze-Pins. |
| Kaltfließstellen (Cold Shuts) | Metall kühlt ab und erstarrt, bevor zwei Fließfronten vollständig miteinander verschmelzen. | Simuliert den Temperaturabfall. Ermöglicht Anpassungen der Wandstärke oder das Hinzufügen von Überläufen, um heißes Metall durch die kalte Zone zu ziehen. |
| Fressen / Kleben (Galling) | Unzureichende Ausformschrägen (Drafts) oder lokale Überhitzung führen zum Aufschweißen des Aluminiums auf den Formstahl. | Kartiert die Temperaturverteilung auf der Formoberfläche, um das Sprühen des wasserbasierten Trennmittels zu optimieren. |
1. Bekämpfung von Kaltfließstellen bei großformatigen Strukturteilen
Mit dem Trend der Industrie zu großformatigen Strukturkomponenten wie EV-Batteriegehäusen (Battery Trays)3 nimmt die Fließweglänge, die das flüssige Aluminium zurücklegen muss, extrem zu.
Wenn das Metall zu viel Temperatur verliert, bevor es die Extremitäten des Werkzeugs erreicht, treffen die Fließfronten zwar aufeinander, verschmelzen aber nicht mehr vollständig. Es entsteht eine "Kaltfließstelle" – eine fatale strukturelle Schwachstelle, die unter dynamischen Fahrwerkslasten brechen wird.
Moldflow ermöglicht es unseren Werkzeugkonstrukteuren, die exakte Temperatur der Fließfront in Echtzeit zu visualisieren. Fällt die Temperatur unter den kritischen Schwellenwert (z.B. für AlSi10MnMg), designen wir das Gießlaufsystem um, um das Metall schneller zuzuführen, oder erhöhen lokal die Werkzeugtemperatur, um eine homogene Verschmelzung mit hoher Dehngrenze zu garantieren.
2. Verhinderung von thermischem Verzug durch konturnahe Kühlung
Druckgussformen sind im Grunde riesige Wärmetauscher. Wenn eine Seite eines Getriebegehäuses schneller abkühlt als die andere, führen die verbleibenden Eigenspannungen dazu, dass sich das Aluminium in dem Moment verzieht (Warpage), in dem es aus der Form ausgeworfen wird.
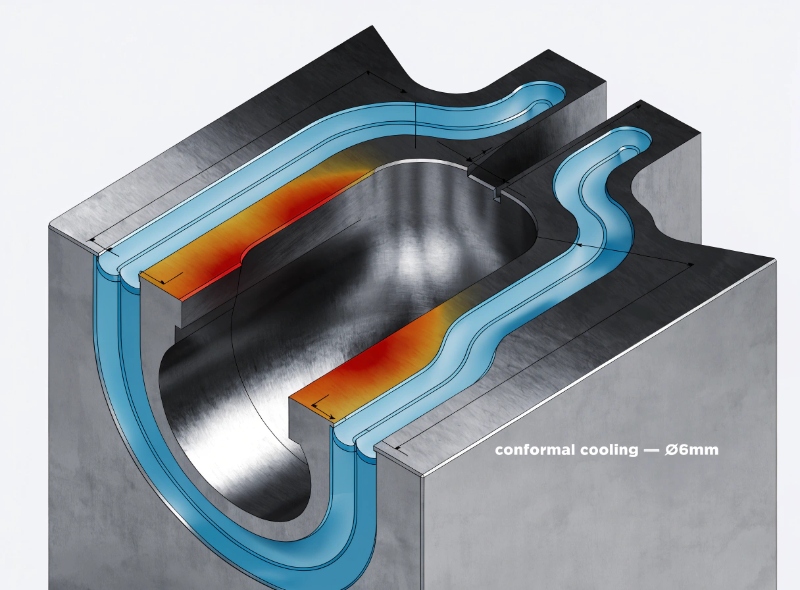
Bei großen Dichtflanschen verhindert schon ein Verzug von 0,5 mm, dass die CNC-Spannvorrichtung das Teil gleichmäßig klemmt, was letztlich die finale Koplanarität der Dichtfläche zerstört. Die Moldflow-Simulation kartiert die exakte Wärmeverteilung im H13-Stahl. Mit diesen Daten bohren wir präzise, "konturnahe" Kühlkanäle (Conformal Cooling), die sich exakt an die Geometrie des Bauteils anpassen, eine gleichmäßige Abkühlrate erzwingen und thermischen Verzug verhindern.
3. Optimierung des PQ2-Diagramms
Das Verhältnis zwischen Druck (P) und Volumenstrom (Q) ist als PQ2-Diagramm bekannt und stellt den mathematischen Herzschlag der Druckgussmaschine dar.
Injiziert der Gießkolben das Metall zu langsam, entstehen Kaltfließstellen. Injiziert er zu gewaltsam, zerstäubt das Metall, schließt massive Mengen an Luft ein und zerstört auf Dauer das Werkzeug. Die Moldflow-Software berechnet die exakte Anschnittfläche, Füllzeit und den benötigten Nachdruck (Intensification Pressure) für die spezifische Legierung. Wir nehmen diese simulierten Parameter und programmieren sie direkt in die SPS unserer Gießzellen. So stellen wir sicher, dass bereits der erste Schuss auf harten mathematischen Fakten basiert und nicht auf dem Bauchgefühl des Maschinenbedieners.
Sichern Sie Ihr Design ab, bevor Stahl geschnitten wird
Wir bei EMP Tech wissen, dass das Bestehen strenger OEM-Audits ein Fundament aus objektiven Daten erfordert. Man kann Qualität nicht in ein Bauteil hineinprüfen, das mit fundamentalen thermischen Designfehlern konstruiert wurde. Unsere Qualitätskontrolle und Inspektion4 beginnt im digitalen Raum.
Indem wir uns strikt an die NADCA-Konstruktionsrichtlinien5 halten und unerbittliche DFM-Simulationen durchführen, helfen wir Tier-1- und Tier-2-Integratoren, Risiken zu minimieren, Werkzeugverzögerungen zu verhindern und sicherzustellen, dass ihre Komponenten wirklich montagefertig (assembly-ready) sind.
Entwickeln Sie gerade eine komplexe Thermo- oder Strukturkomponente?
Laden Sie Ihre 3D-CAD-Daten (STEP/IGES) noch heute über unser Kontaktformular hoch. Unser Engineering-Team führt ein vorläufiges DFM-Review durch, deckt potenzielle Schwindungsrisiken auf und liefert Ihnen innerhalb von 24 Stunden ein pragmatisches Fertigungsangebot.
Referenzen & Fußnoten
International Automotive Task Force. IATF 16949:2016 Qualitätsmanagementsystemanforderungen. ↩
EMP Tech. Aluminium-Druckgusslösungen & Fertigungskapazitäten. ↩
EMP Tech. Fertigungskapazitäten für EV-Batteriegehäuse (Battery Trays). ↩
EMP Tech. Qualitätskontroll- und Inspektionslabor auf Automobilniveau. ↩
North American Die Casting Association (NADCA). Engineering & Design Standards. ↩


