Les pièces structurelles fragiles des véhicules électriques provoquent des accidents terribles. Les rappels de produits coûtent des millions à votre entreprise. Nous résolvons ce problème mortel.
Vous obtenez le zéro défaut en combinant la technologie du vide poussé et un traitement thermique précis. Nous contrôlons le fer. Nous optimisons l’injection. Ce processus élimine complètement l’air emprisonné.

De nombreux fournisseurs promettent des échantillons parfaits au début. Ils échouent complètement pendant la production en série. Cette terrible incohérence menace tout le calendrier de votre projet. Je partage mes secrets d’atelier avec vous aujourd’hui. Je vous aide à éviter ces énormes catastrophes. Vous apprendrez comment obtenir des composants sûrs à chaque fois.
Pourquoi les structures de véhicules électriques en AlSi10Mg échouent-elles aux crash-tests et comment réparons-nous cela ?
Un faible allongement fait craquer les cadres en aluminium sous la pression. Vos tests de sécurité échouent instantanément. Nous utilisons un traitement thermique T7 spécial. Nous donnons une flexibilité incroyable.
Nous réparons les pièces fragiles en contrôlant la vitesse de refroidissement exacte après le moulage. Nous appliquons un processus de traitement thermique T7. Cette méthode garantit plus de dix pour cent d’allongement. Vos pièces absorbent l’énergie du crash parfaitement sans se casser.

L’énorme défi de respecter les propriétés mécaniques
J’ai passé mes premières années dans l’atelier. J’ai observé les grandes machines de moulage sous pression tous les jours. J’ai vu des pièces minces de véhicules électriques se casser comme du verre. Les structures de véhicules électriques ont besoin d’un très grand allongement. La voiture doit absorber le choc. Les passagers doivent survivre. L’alliage AlSi10Mg est très difficile à utiliser. Le métal brut a un bon potentiel. Le processus normal de moulage sous pression détruit ce potentiel. Le métal refroidit trop vite dans le moule. La structure interne devient très rigide.
Nous ne devinons jamais la bonne température. Nous utilisons des données thermiques précises. Nous changeons la structure du métal avec la chaleur. Nous utilisons un four continu massif. Nous chauffons les pièces à près de cinq cents degrés Celsius. Nous les gardons chaudes pendant des heures. Nous les plongeons rapidement dans l’eau chaude. Nous les chauffons à nouveau à une température plus basse. Ce processus T7 modifie les cristaux de silicium à l’intérieur du métal. Les cristaux pointus deviennent ronds. Les cristaux ronds permettent au métal de se plier facilement. Vous recevez des pièces très flexibles. Votre équipe SQE valide les documents PPAP rapidement.
| Type de défaut | Cause principale | Notre solution |
|---|---|---|
| Pièces fissurées | Cristaux de silicium pointus | Traitement thermique T7 précis |
| Faible limite d’élasticité | Refroidissement irrégulier | Four continu automatisé |
| Structures déformées | Trempe rapide dans l’eau | Eau chaude à température contrôlée |
Comment garantissons-nous un soudage parfait pour les grands boîtiers de batterie en AlSi10Mg ?
Le gaz emprisonné détruit votre processus de soudage robotisé. Vos boîtiers de batterie fuient. Nous utilisons des systèmes à ultra-haut vide. Nous livrons des pièces totalement pleines.
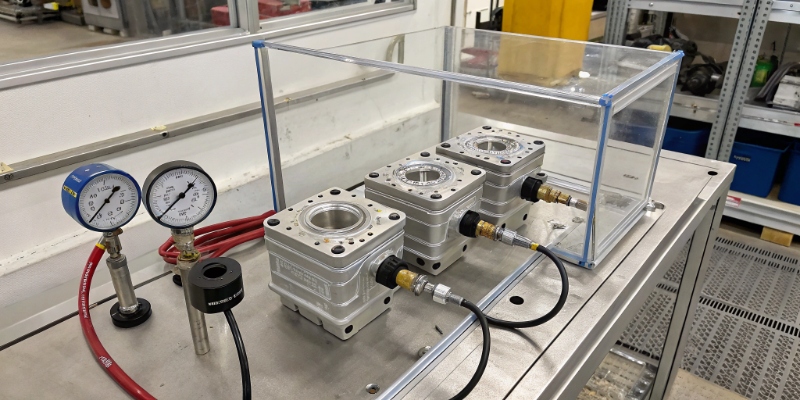
Nous garantissons une soudabilité parfaite en retirant tout l’air de la cavité du moule. Nous utilisons des blocs de vide avancés. Nous aspirons l’air quelques millisecondes avant l’entrée du métal. Cela arrête complètement la porosité gazeuse. Vos lasers automatisés soudent parfaitement les composants.
Le danger mortel des trous de gaz pendant le soudage
Chaque directeur des achats veut des lignes d’assemblage rapides. Les grands boîtiers de batterie pour véhicules électriques nécessitent beaucoup de soudage laser. Vous devez assembler plusieurs pièces moulées en aluminium. Le moulage sous pression normal emprisonne beaucoup d’air. Le métal coule très vite dans le moule. L’air ne peut pas s’échapper. Le métal gèle autour des bulles d’air. J’ai rendu visite à un grand client en Europe l’année dernière. Ils ont eu une énorme crise de soudage. Le laser a touché un trou de gaz caché dans la pièce. Le gaz emprisonné a explosé. Le cordon de soudure a complètement échoué. Le boîtier de la batterie a perdu son étanchéité à l’eau.
Nous éliminons ce cauchemar de soudage. Nous installons des pompes à vide puissantes à côté de la machine. Nous connectons de grandes vannes à vide au moule. La machine ferme le moule. La pompe aspire l’air instantanément. Le niveau de vide descend en dessous de trente millibars. L’AlSi10Mg liquide remplit un espace vide. Aucun air ne se mélange au métal. Nous coupons les pièces pour l’inspection. Nous trouvons du métal solide partout. Vous soudez les pièces facilement. Vos systèmes de batterie restent secs et très sûrs.
| Problème | Cause principale | Notre solution |
|---|---|---|
| Soudures explosives | Trous de gaz à haute pression | Système de moulage à très haut vide |
| Fuites d’eau | Cordons de soudure poreux | Simulation stricte de l’écoulement |
| Assemblage lent | Reprise de mauvaises soudures | Structure métallique interne pleine |
Comment maintenons-nous des tolérances strictes sur les grandes et fines structures en AlSi10Mg ?
Les pièces structurelles déformées bloquent vos montages d’assemblage automatisés. Vous manquez les délais de vos projets. Nous utilisons une gestion thermique intelligente. Nous fournissons des pièces parfaitement plates.
Nous maintenons des tolérances strictes en contrôlant dynamiquement la température du moule. Nous plaçons des dizaines de canaux de refroidissement dans le moule. Nous utilisons de l’huile thermique. La grande pièce refroidit uniformément partout. Cela empêche complètement la flexion.
La grande lutte avec les pièces géantes et fines
Les véhicules électriques ont besoin de carrosseries très légères. Les ingénieurs conçoivent des pièces massives avec des murs très fins. Les supports d’amortisseur et les cadres arrière mesurent plus d’un mètre. Les murs font seulement trois millimètres d’épaisseur. Le métal AlSi10Mg se contracte pendant le refroidissement. Différentes zones refroidissent à des vitesses différentes. Ce refroidissement inégal crée d’énormes contraintes internes. J’ai réparé des centaines de moules déformés dans mon passé. Les zones fines gèlent en une seconde. Les points de fixation plus épais restent chauds pendant dix secondes. Les zones froides tirent sur les zones chaudes. La pièce entière se tord. La pièce ressemble à une chips.
Vous ne pouvez pas forcer une pièce déformée dans un châssis de voiture. Nous utilisons des logiciels avancés pour résoudre ce problème. Nous cartographions la température de tout le moule. Nous concevons des lignes de refroidissement complexes près des zones épaisses. Nous concevons des lignes de chauffage près des zones fines. Nous pompons de l’huile chaude et de l’eau froide dans l’outil en acier. Toute la pièce atteint la température ambiante exactement en même temps. La tension interne disparaît complètement. Nous vérifions les dimensions avec un scanner laser. La pièce correspond parfaitement au modèle numérique. Vous respectez vos délais stricts.
| Problème | Cause principale | Notre solution |
|---|---|---|
| Pièces tordues | Vitesses de refroidissement inégales | Gestion dynamique de l’huile thermique |
| Remplissage incomplet | Le métal gèle trop vite | Conception avancée de l’écoulement |
| Lots rejetés | Cycles de machine irréguliers | Pulvérisation et extraction automatisées |
Conclusion
Vous avez besoin d’un contrôle strict. Vous avez besoin de la technologie du vide. Nos méthodes garantissent des structures parfaites. Nous livrons des pièces sûres pour votre chaîne d’assemblage.


