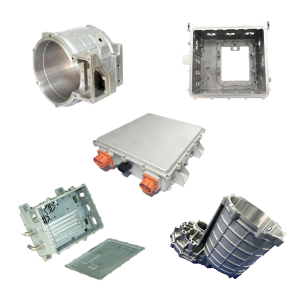
Pour un Directeur des Achats ou un Ingénieur Qualité Fournisseur (SQE) au sein d’un équipementier de premier rang (Tier 1) ou d’un OEM, le terme « pièces moulées sous pression pour l’automobile » recouvre une catégorie vaste et critique. Des carters de moteur complexes et des bacs à batterie pour véhicules électriques aux composants structurels légers comme les chapelles d’amortisseur, il ne s’agit pas de simples produits de base. Ce sont des solutions d’ingénierie où un seul défaut peut entraîner des défaillances catastrophiques, des rappels coûteux et une réputation ternie. Le défi n’est pas seulement de trouver un fournisseur capable de fabriquer la pièce ; il s’agit de trouver un partenaire qui peut garantir son intégrité, de la première esquisse à la livraison finale.
Avec plus de 20 ans d’expérience pratique dans le moulage d’alliages d’aluminium sous pression, j’ai vu l’industrie évoluer, en particulier avec l’essor de l’e-mobilité. Les exigences de nos clients Tier 2 en Allemagne, aux États-Unis et au Canada sont devenues plus strictes : allègement agressif, étanchéité absolue pour les boîtiers électroniques, et des calendriers de projet toujours plus serrés. Pour réussir l’approvisionnement de ces pièces, il faut regarder au-delà du prix à l’unité et évaluer la profondeur de l’ingénierie et la maîtrise des processus du fournisseur.
Qu’est-ce qui définit une pièce moulée sous pression automobile de « haute intégrité » ?
Une pièce de haute intégrité est une pièce qui répond de manière constante à toutes les exigences d’ingénierie tout au long de sa durée de vie. Cela va bien au-delà de la simple correspondance avec le modèle CAO. Pour un acheteur ou un SQE averti, la qualité se définit par ces quatre piliers :
Précision et Stabilité Dimensionnelle : La pièce doit être conforme à toutes les spécifications de cotation et de tolérancement géométrique (GD&T). Cela garantit un ajustement parfait lors de l’assemblage du véhicule, éliminant les arrêts de ligne. Les dimensions critiques doivent rester stables sur des centaines de milliers de pièces, ce qui est la marque d’un processus robuste et bien maîtrisé.
Intégrité du Matériau (Santé Interne) : Ce que l’on ne voit pas est souvent ce qui compte le plus. La pièce doit être exempte de défauts internes tels que la porosité (minuscules bulles de gaz), les retassures et les inclusions. Ces défauts compromettent la résistance structurelle et, de manière critique pour les composants de VE comme les boîtiers de chargeur embarqué (OBC) et de contrôleur, créent des chemins de fuite qui violent les exigences d’étanchéité IP67/IP6K9K.
Performance Mécanique : Le composant fini doit présenter les propriétés mécaniques spécifiées, telles que la résistance à la traction et l’allongement. C’est le résultat direct de l’utilisation d’alliages d’aluminium certifiés et d’un contrôle de processus précis (en particulier lors du traitement thermique, si nécessaire) pour atteindre la structure métallurgique souhaitée.
Finition de Surface : Bien que parfois cosmétique, la qualité de surface est souvent fonctionnelle. Elle est essentielle pour les surfaces d’étanchéité, les plans de joint et les zones nécessitant des revêtements spéciaux. Une finition impeccable indique un outillage bien entretenu et un processus maîtrisé.
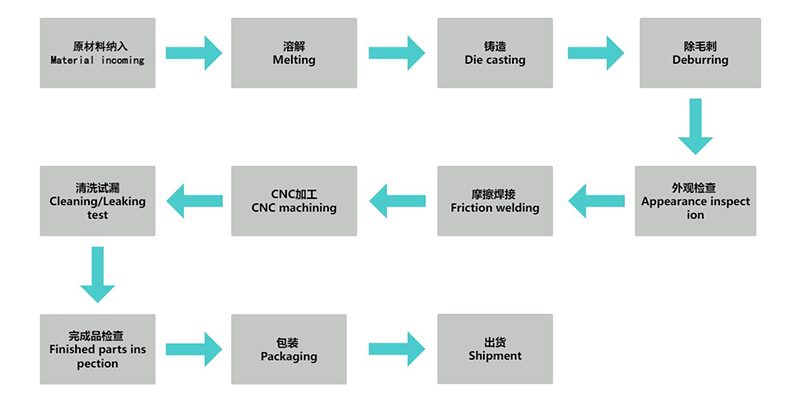
Le Processus est le Produit : du DFM à l’Inspection Finale
La qualité finale d’une pièce moulée sous pression est déterminée bien avant l’injection du premier jet d’aluminium en fusion. Les échecs les plus courants et les plus coûteux que nous aidons les nouveaux clients à résoudre proviennent souvent d’une déconnexion entre la conception de la pièce et les réalités du processus de moulage sous pression.
Un partenariat stratégique commence par un processus d’ingénierie transparent et collaboratif. Voici ce que vous devriez exiger de votre fournisseur de moulage sous pression :
| Étape du Processus | Pourquoi c’est Critique pour la Qualité & les Coûts | Votre Point Clé à Retenir |
|---|---|---|
| Analyse DFM (Conception pour la Fabrication) | C’est l’étape la plus importante pour éviter les coûts. Un expert DFM analyse la conception de la pièce pour optimiser l’épaisseur des parois, ajouter des dépouilles et affiner les rayons. Cela prévient les défauts, améliore la coulabilité et réduit souvent le poids de la pièce et le temps de cycle. | Insistez sur une revue DFM collaborative avant la fabrication de tout outillage. Un fournisseur qui se contente de prendre votre fichier et de faire un devis est un signal d’alarme. Cette étape évite des modifications de conception coûteuses et tardives. |
| Simulation de Remplissage (Mold Flow) | Un logiciel avancé simule comment l’aluminium en fusion va s’écouler et se solidifier à l’intérieur du moule. Cet outil puissant prédit l’emplacement exact de la porosité potentielle et des inclusions d’air, permettant aux ingénieurs de modifier la conception du moule (canaux d’alimentation, attaques, talons de lavage) pour éliminer ces défauts avant d’usiner l’acier. | Demandez à voir le rapport de simulation de remplissage. C’est votre meilleure garantie contre les problèmes de porosité interne qui causent des fuites et des défaillances structurelles. Un fournisseur qui saute cette étape joue avec votre qualité. |
| Outillage de Haute Intégrité | Le moule de fonderie sous pression est un instrument de précision. Il doit être fabriqué en acier à outils de haute qualité (par ex., H13) et conçu avec des canaux de refroidissement et des systèmes d’évent robustes pour assurer la stabilité dimensionnelle et la qualité des pièces sur une longue série de production. | Renseignez-vous sur les standards d’outillage du fournisseur, son programme de maintenance (PPM) et la durée de vie prévue de l’outil. Un outillage bon marché est le moyen le plus rapide d’obtenir des pièces incohérentes et de mauvaise qualité. |
| Contrôle du Processus & Automatisation | Une cellule de moulage sous pression moderne est une symphonie d’automatisation. Les robots pour la pulvérisation, l’extraction et l’ébavurage garantissent que chaque cycle est identique. La surveillance en temps réel de la pression, de la température et de la vitesse est cruciale pour la cohérence. | Lors d’un audit fournisseur, concentrez-vous sur le niveau d’automatisation et de surveillance des processus en atelier. La cohérence est le fondement de la qualité pour la production automobile à grand volume (IATF 16949). |
| Usinage & Tests en Interne | De nombreuses pièces nécessitent un usinage CNC secondaire pour les caractéristiques critiques. Un fournisseur intégré qui réalise cela en interne conserve un contrôle total sur la qualité et les délais. De même, les tests essentiels comme le test d’étanchéité ou le contrôle par rayons X (pour la santé interne) devraient faire partie du flux de production standard. | Un fournisseur à guichet unique simplifie votre chaîne d’approvisionnement, réduit la complexité logistique et assume l’entière responsabilité de la qualité de la pièce finale, du brut de fonderie au composant fini. |
Votre Partenaire pour l’Excellence Automobile
Dans le paysage automobile actuel, vos fournisseurs sont une extension de vos propres équipes d’ingénierie et de qualité. L’intégrité de leur processus a un impact direct sur l’intégrité de votre produit final.
Chez EMP Tech, nous avons bâti notre réputation en étant plus qu’un simple fondeur sous pression. Nous sommes des partenaires en ingénierie. Nous mettons à profit notre expérience approfondie des applications automobiles pour fournir une solution intégrée et transparente, de l’analyse DFM initiale aux pièces inspectées en usine et prêtes à être assemblées. Nous excellons à résoudre les défis difficiles — allègement, haute étanchéité et géométries complexes — qui définissent la prochaine génération de véhicules.
Si vous cherchez à sécuriser votre chaîne d’approvisionnement et à vous procurer en toute confiance des pièces automobiles de haute intégrité moulées sous pression, contactez mon équipe et moi-même. Discutons de votre projet à [email protected].


