Spröde Strukturteile von Elektrofahrzeugen verursachen schreckliche Unfälle. Produktrückrufe kosten Ihr Unternehmen Millionen. Wir lösen dieses tödliche Problem. Sie erhalten perfekte AlSi10Mg-Komponenten für Ihre Batteriegehäuse.
Sie erreichen null Fehler durch die Kombination von Hochvakuumtechnologie und präziser Wärmebehandlung. Wir kontrollieren den genauen Eisengehalt. Wir optimieren das Anschnittsystem. Dieser Prozess eliminiert Lufteinschlüsse vollständig. Ihre Elektrofahrzeugstrukturen erhalten ultimative Crashfestigkeit und perfekte Schweißbarkeit.
Viele Druckgusslieferanten versprechen am ersten Tag perfekte AlSi10Mg-Proben. Sie versagen bei der Massenproduktion völlig. Diese schreckliche Inkonsistenz bedroht Ihren gesamten Projektzeitplan für Elektrofahrzeuge. Ich teile heute meine tiefen Werkstattgeheimnisse mit Ihnen. Ich helfe Ihnen bei der Vermeidung dieser massiven Katastrophen in der Lieferkette. Sie werden genau lernen, wie Sie jedes Mal sichere Komponenten erhalten.
Warum fallen AlSi10Mg-EV-Strukturen bei Crashtests durch und wie beheben wir das?
Eine geringe Dehnung lässt Aluminiumrahmen unter Druck reißen. Ihre Sicherheitstests fallen sofort durch. Wir verwenden eine spezielle T7-Wärmebehandlung. Wir verleihen Ihren Teilen unglaubliche Flexibilität und extreme Stärke.
Wir reparieren spröde Teile durch die genaue Kontrolle der Abkühlrate nach dem Gießen. Wir wenden einen speziellen T7-Wärmebehandlungsprozess an. Diese Methode garantiert über zehn Prozent Dehnung. Ihre Teile absorbieren die Aufprallenergie perfekt ohne zu brechen.
Die große Herausforderung der mechanischen Eigenschaften
Ich habe meine frühen Jahre in der Fabrik verbracht. Ich habe jeden Tag viele große Druckgussmaschinen beobachtet. Ich sah viele dünne Elektrofahrzeugteile wie Glas brechen. EV-Strukturen benötigen eine sehr hohe Dehnung. Das Auto muss den Aufprall beim Crash absorbieren. Die Passagiere müssen überleben. Die AlSi10Mg-Legierung ist sehr schwierig. Das rohe Metall hat ein gutes Potenzial. Der normale Druckgussprozess zerstört dieses Potenzial. Das Metall kühlt in der Form zu schnell ab. Die innere Struktur wird sehr steif.
Wir raten nie die richtige Temperatur. Wir verwenden präzise thermische Daten. Wir verändern die Metallstruktur mit Hitze. Wir verwenden einen massiven Durchlaufofen. Wir erhitzen die Teile auf fast fünfhundert Grad Celsius. Wir halten sie stundenlang heiß. Wir lassen sie schnell in warmes Wasser fallen. Wir erhitzen sie wieder bei einer niedrigeren Temperatur. Dieser T7-Prozess verändert die Siliziumkristalle im Metall. Die scharfen Kristalle werden rund. Runde Kristalle lassen das Metall leicht biegen. Sie erhalten hochflexible Teile. Ihr SQE-Team genehmigt die PPAP-Dokumente schnell.
| Fehlertyp | Hauptursache | Unsere Lösung |
|---|---|---|
| Gerissene Teile | Scharfe Siliziumkristalle | Präzise T7-Wärmebehandlung |
| Niedrige Streckgrenze | Inkonsistente Kühlung | Automatisierter Durchlaufofen |
| Verzogene Strukturen | Schnelles Abschrecken in Wasser | Temperaturgesteuertes warmes Wasser |
Wie garantieren wir perfektes Schweißen für große AlSi10Mg-Batteriegehäuse?
Eingeschlossenes Gas zerstört Ihren robotergestützten Schweißprozess. Ihre Batteriekästen verlieren Wasser. Wir verwenden Ultra-Hochvakuumsysteme. Wir liefern absolut massive Teile für perfektes Schweißen.
Wir garantieren perfekte Schweißbarkeit durch das Entfernen der gesamten Luft aus dem Formhohlraum. Wir verwenden fortschrittliche Vakuumblöcke. Wir ziehen die Luft Millisekunden vor dem Eintritt des Metalls ab. Dies stoppt die Gasporosität vollständig. Ihre automatisierten Laser schweißen die Aluminiumkomponenten perfekt zusammen.

Die tödliche Gefahr von Gaslöchern beim Schweißen
Jeder Einkaufsleiter wünscht sich schnelle Montagelinien. Große EV-Batteriegehäuse erfordern umfangreiches Laserschweißen. Sie müssen mehrere Aluminiumgussteile miteinander verbinden. Normaler Druckguss schließt viel Luft ein. Das Metall fließt sehr schnell in die Form. Die Luft kann nicht entweichen. Das Metall gefriert um die Luftblasen. Ich habe letztes Jahr einen großen Kunden in Europa besucht. Sie hatten eine riesige Schweißkrise. Der Laser traf auf ein verstecktes Gasloch im Guss. Das eingeschlossene Gas explodierte. Die Schweißnaht versagte völlig. Der Batteriekasten verlor seine Wasserdichtigkeit.
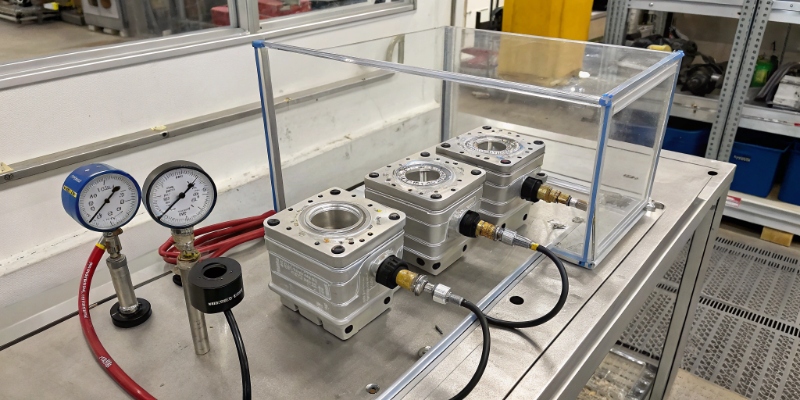
Wir beseitigen diesen Schweißalbtraum. Wir installieren leistungsstarke Vakuumpumpen neben der Maschine. Wir schließen große Vakuumventile an die Form an. Die Maschine schließt die Form. Die Pumpe saugt die Luft sofort ab. Das Vakuumniveau sinkt unter dreißig Millibar. Das flüssige AlSi10Mg füllt einen leeren Raum. Keine Luft vermischt sich mit dem Metall. Wir schneiden die Teile zur Inspektion auf. Wir finden überall massives Metall. Sie schweißen die Teile problemlos. Ihre Batteriesysteme bleiben trocken und sicher.
| Problem | Hauptursache | Unsere Lösung |
|---|---|---|
| Explodierende Schweißnähte | Hochdruck-Gaslöcher | Ultra-Hochvakuum-Gießsystem |
| Wasserlecks | Poröse Schweißnähte | Strenge Moldflow-Simulation |
| Langsame Montage | Nacharbeit schlechter Schweißnähte | Massive innere Metallstruktur |
Wie halten wir strenge Toleranzen bei großen und dünnen AlSi10Mg-Strukturen ein?
Verzogene Strukturteile blockieren Ihre automatisierten Montagevorrichtungen. Sie verpassen enge Projekttermine. Wir verwenden ein intelligentes Thermomanagement. Wir liefern perfekt flache Stoßdämpferaufnahmen.
Wir halten strenge Toleranzen durch die dynamische Steuerung der Formtemperatur ein. Wir platzieren Dutzende von Kühlkanälen im Inneren der Form. Wir verwenden Thermoöl zum Ausgleich der Wärme. Das große Teil kühlt überall gleichmäßig ab. Dies verhindert ein Verbiegen vollständig. Ihre Roboterarme greifen und platzieren die Teile leicht.
Der große Kampf mit riesigen dünnen Teilen
Elektrofahrzeuge benötigen sehr leichte Karosserien. Ingenieure konstruieren massive Teile mit sehr dünnen Wänden. Stoßdämpferaufnahmen und Heckrahmen spannen sich über einen Meter. Die Wände sind nur drei Millimeter dick. Das AlSi10Mg-Metall schrumpft beim Abkühlen. Verschiedene Bereiche kühlen unterschiedlich schnell ab. Diese ungleichmäßige Abkühlung erzeugt enorme innere Spannungen. Ich habe in meiner Vergangenheit Hunderte von verzogenen Formen repariert. Die dünnen Bereiche gefrieren in einer Sekunde. Die dickeren Befestigungspunkte bleiben zehn Sekunden lang heiß. Die kalten Bereiche ziehen an den heißen Bereichen. Das gesamte Teil verdreht sich. Das Teil sieht aus wie ein Kartoffelchip.
Sie können ein verzogenes Teil nicht in ein Autochassis zwingen. Wir verwenden fortschrittliche Software zur Lösung dieses Problems. Wir kartieren die Temperatur der gesamten Form. Wir entwerfen komplexe Kühlleitungen in der Nähe der dicken Bereiche. Wir entwerfen Heizleitungen in der Nähe der dünnen Bereiche. Wir pumpen heißes Öl und kaltes Wasser durch das Stahlwerkzeug. Das gesamte Teil erreicht exakt zur gleichen Zeit die Raumtemperatur. Die innere Spannung verschwindet vollständig. Wir überprüfen die Abmessungen mit einem Laserscanner. Das Teil passt perfekt zum digitalen Modell. Sie halten Ihre strengen Projektzeitpläne ein.
| Problem | Hauptursache | Unsere Lösung |
|---|---|---|
| Verdrehte Teile | Ungleichmäßige Abkühlgeschwindigkeiten | Dynamisches Thermoöl-Management |
| Unvollständige Füllung | Metall gefriert zu schnell | Fortschrittliches Moldflow-Design |
| Abgelehnte Chargen | Inkonsistente Maschinenzyklen | Automatisches Sprühen und Entnehmen |
Conclusion
Sie benötigen eine strenge Prozesskontrolle. Sie benötigen fortschrittliche Vakuumtechnologie. Unsere bewährten Methoden garantieren perfekte AlSi10Mg-EV-Strukturen. Wir liefern sichere und zuverlässige Teile für Ihre Montagelinie.


