El abastecimiento de componentes estructurales de aluminio y carcasas térmicas desde China ha dejado de ser un simple ejercicio de reducción de costos. Para los integradores globales de Nivel 1 (Tier 1) y Nivel 2 (Tier 2), se trata de un ejercicio de mitigación de riesgos. Cuando usted está desarrollando una carcasa de controlador de motor EV1 de alto voltaje o un nodo de chasis portante, enviar un modelo CAD 3D a una fundición básica que solo sabe "verter metal" es la receta perfecta para el desastre.
La industria exige tolerancias geométricas y dimensionales (GD&T) estrictas, trazabilidad absoluta y cumplimiento riguroso de los sistemas de gestión de calidad IATF 169492. Si un proveedor no puede controlar el alabeo térmico (thermal warpage) durante la fundición, o asegurar una coaxialidad estricta en los rodamientos durante el mecanizado, las tasas de rechazo y las paradas en la línea de ensamblaje borrarán rápidamente cualquier ahorro inicial en el costo unitario.
Como fabricante de fundición a presión automotriz3 impulsado por la ingeniería en China, entendemos que el verdadero valor reside en la ejecución técnica y en la responsabilidad de una fuente única (Single-Source Accountability). A continuación, desglosamos cómo opera realmente un proveedor integral (full-service) en la planta de producción.
La realidad del "Full-Service" en la fundición automotriz
Muchos proveedores afirman ofrecer una fabricación "llave en mano" o "full-service". Sin embargo, al examinar de cerca su cadena de suministro, a menudo subcontratan la fabricación de los moldes, el mecanizado CNC secundario o los tratamientos superficiales. Esta fragmentación conduce al temido "juego de culpas" (vendor blame game) cuando las muestras T1 no cumplen con las especificaciones dimensionales.
En EMP Tech, mitigamos este riesgo manteniendo todo el ciclo de vida de producción bajo un mismo techo. Actuamos como su socio de fabricación Tier 2/3 dedicado, asegurando que sus líneas de ensamblaje funcionen sin problemas y que usted supere las auditorías de sus clientes OEM sin fricciones.
Matriz de capacidades: Fundición estándar vs. Enfoque de ingeniería de EMP
| Fase de fabricación | Enfoque de la fundición estándar | El enfoque de ingeniería de EMP Tech |
|---|---|---|
| Herramental y DFM | Subcontratado a terceros; modificaciones reactivas. | División de herramental in-house. Simulación predictiva Moldflow para optimizar ataques de colada y ángulos de desmoldeo antes de cortar el acero H13. |
| Proceso de fundición | HPDC estándar; alto riesgo de atrapamiento de aire y juntas frías. | Vacuum HPDC (350T a 3050T). Uso estratégico de pozos de rebose para alejar la porosidad inevitable de las caras de sellado críticas. |
| Mecanizado CNC | Múltiples atadas en máquinas de 3 ejes; alto riesgo de acumulación de tolerancias. | Mecanizado en una sola atada (single-setup) en más de 150 centros CNC de 4 y 5 ejes. Garantiza coplanaridad y posición verdadera (true position). |
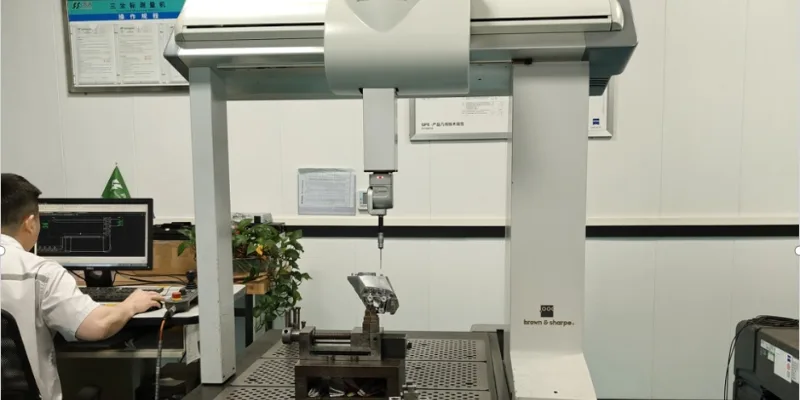
| Validación de calidad | Inspecciones visuales; mediciones básicas con calibrador. | Datos objetivos en crudo: CMM Zeiss, detección de fallas por rayos X y prueba de fugas automatizada por caída de presión al 100%. |
| Limpieza técnica | Soplado manual con aire; alto riesgo de rebabas residuales. | Líneas de lavado por ultrasonido dedicadas que cumplen con los estándares de limpieza técnica VDA 194. |
Competencias centrales de ingeniería
Para sobrevivir a las rigurosas auditorías de las cadenas de suministro automotrices de Alemania, Francia y Norteamérica, un proveedor debe dominar la termodinámica, la metalurgia y el mecanizado de precisión.
1. Gestión de la porosidad con Vacuum HPDC
Las leyes de la física dictan que el aluminio fundido inyectado a altas velocidades atrapará algo de aire. Si un proveedor promete "cero porosidad", está ignorando la realidad metalúrgica. La solución de ingeniería es gestionarla. Utilizamos la fundición asistida por vacío (Vacuum HPDC) para evacuar el aire del molde milisegundos antes de la inyección rápida. Al adherirnos estrictamente a los estándares de ingeniería y diseño de la NADCA5, manipulamos los gradientes térmicos para asegurar que cualquier microporosidad sea dirigida lejos de los nodos estructurales críticos y las ranuras de sellado de los O-rings.
2. Mecanizado CNC de 5 ejes en una sola atada
Fundir la pieza es solo la mitad de la batalla. Si está abasteciéndose de una carcasa de transmisión6, la coaxialidad entre los alojamientos de los rodamientos delantero y trasero debe ser absoluta para evitar el juego entre engranajes (backlash) y graves problemas de NVH (ruido, vibración y aspereza). No dependemos de la pieza en bruto para obtener precisión. Nuestras instalaciones de mecanizado CNC internas7 utilizan centros de 5 ejes y dispositivos de sujeción (fixtures) de baja distorsión personalizados para mecanizar en una sola atada, logrando tolerancias de hasta ±0.01 mm.

3. Sellado estanco (Leak-Proof) y limpieza técnica
Para componentes de vehículos eléctricos como la caja de batería (bandeja)8, las fugas de refrigerante o el ingreso de humedad causarán cortocircuitos catastróficos. Controlamos estrictamente las velocidades de avance del CNC para mantener la rugosidad superficial exacta (Ra) requerida dentro de las ranuras de las juntas. Además, las inspecciones visuales no pueden verificar un sello. Empleamos pruebas automatizadas de caída de presión (Air-Decay Leak Testing) en el 100% de las piezas antes del embalaje.
Igualmente crítica es la eliminación de virutas microscópicas de aluminio de los orificios ciegos roscados. Una rebaba suelta que caiga sobre una placa de alto voltaje es un fallo letal. Eliminamos este riesgo a través de nuestro laboratorio de control de calidad de grado automotriz9, ejecutando una extracción intensiva de partículas por ultrasonido de acuerdo con las normativas ISO 16232 / VDA 19.
Superando la auditoría Tier 1: Datos y trazabilidad
Conocemos la presión a la que se enfrentan los integradores de Nivel 2. Cuando un auditor de un OEM camina por la línea de producción, exige evidencia objetiva. EMP Tech opera con una calificación "A" en auditorías VDA 6.310. Proporcionamos documentación PPAP Nivel 3 completa, incluyendo estudios de capacidad Cpk/Ppk, química de materiales verificada por espectrómetro frente a estándares ASTM11, e informes de integridad interna por rayos X.
Cada pieza fundida se marca con láser con un código QR único, asegurando una trazabilidad absoluta (Traceability) que nos permite rastrear el horno de fusión específico, los parámetros de inyección y el operador del CNC en cuestión de minutos.
Asóciese con una fundición impulsada por la ingeniería
No permita que fallos de diseño ocultos o capacidades de mecanizado no verificadas descarrilen su próximo programa automotriz. Si está desarrollando una carcasa compleja de gestión térmica o un componente de chasis portante, estamos listos para evaluar las realidades físicas de su diseño.
Cargue su CAD 3D (STEP/IGES) hoy mismo12. Nuestro equipo de ingeniería le proporcionará una revisión DFM objetiva y rigurosa, resaltará los posibles riesgos de contracción a través de Moldflow, y le entregará una cotización de fabricación pragmática en 24 horas.
Referencias y Notas al pie
EMP Tech. Especificaciones de la carcasa del controlador de motor EV. ↩
International Automotive Task Force. Sistema de Gestión de la Calidad IATF 16949:2016. ↩
EMP Tech. Soluciones de fundición a presión de aluminio para la industria automotriz. ↩
Verband der Automobilindustrie (VDA). VDA 19.1: Inspección de limpieza técnica. ↩
North American Die Casting Association (NADCA). Estándares de Ingeniería y Diseño. ↩
EMP Tech. Fundición a presión de carcasas de transmisión. ↩
EMP Tech. Instalaciones de fabricación y centros de mecanizado CNC. ↩
EMP Tech. Capacidades de fabricación de cajas de baterías EV (Bandejas). ↩
EMP Tech. Laboratorio de control de calidad e inspección de grado automotriz. ↩
Verband der Automobilindustrie (VDA). Auditoría de procesos VDA 6.3. ↩
ASTM International. Especificaciones estándar para piezas fundidas a presión de aleación de aluminio. ↩
EMP Tech. Cargue su CAD para revisión DFM y cotización. ↩


