Muchos proyectos de autopartes pierden tiempo y dinero porque la ruta de fabricación se decide demasiado tarde. Yo veo muchas veces que los equipos discuten primero el precio por pieza y solo después descubren problemas de calidad, plazo o diseño.
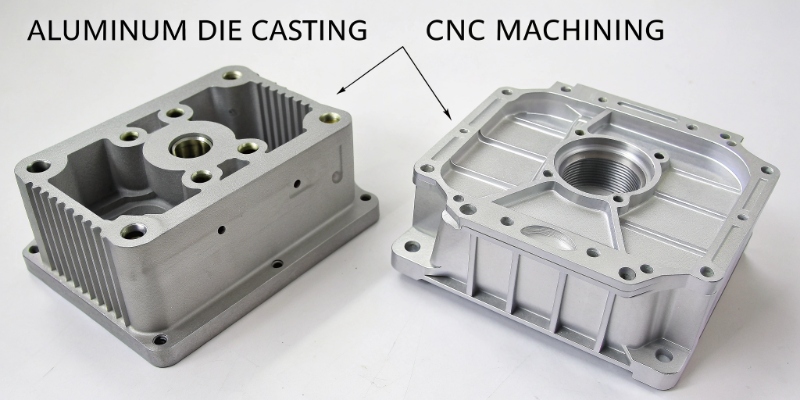
Para autopartes, yo elijo fundición de aluminio a presión cuando necesito alto volumen, formas complejas y bajo costo por pieza después del herramental. Yo elijo mecanizado CNC cuando necesito lotes pequeños, cambios rápidos, arranque corto o zonas locales con alta precisión. La elección correcta depende del volumen, la geometría, la calidad requerida y el tiempo del proyecto.
Yo llevo más de veinte años en la industria de fundición de aleación de aluminio y piezas automotrices de precisión. Yo empecé en planta, trabajando con moldes, ajuste de máquina, muestras y reparación de herramentales. Más tarde, yo pasé mucho tiempo en sitio con clientes para resolver problemas entre diseño y fabricación. En EMP Tech, yo participé en varios proyectos de vehículos de nueva energía, como carcasas de controlador de motor, carcasas OBC y piezas estructurales fundidas. En casi todos esos programas aparece la misma pregunta muy temprano. ¿Conviene fundir la pieza o mecanizarla? La pregunta parece simple, pero en la práctica cambia el costo de herramental, el riesgo de lanzamiento, el PPAP, la hermeticidad y la estabilidad del suministro. Si usted trabaja en calidad de proveedor o en compras, esta comparación importa porque afecta tanto el riesgo técnico como el comercial.
¿Cuándo es mejor la fundición de aluminio a presión para autopartes?
Muchos equipos miran la fundición a presión y solo ven el costo del molde. Para mí, esa visión es demasiado corta. Yo siempre reviso toda la vida del proyecto y no solo la primera cotización.
Yo elijo fundición de aluminio a presión para autopartes cuando el volumen anual es alto, la geometría es compleja, los espesores se pueden fundir bien y el programa busca eficiencia de costo en toda la serie. La fundición a presión suele ser mejor para carcasas, tapas, soportes y muchas piezas con demanda repetida.
Por qué yo suelo impulsar fundición a presión en programas maduros de alto volumen
Cuando un programa tiene demanda estable y la forma de la pieza encaja con el proceso, la fundición a presión me da ventajas muy claras. Primero, yo puedo formar geometrías complejas en un solo disparo. Eso reduce operaciones separadas y también reduce el riesgo de acumular error de tolerancia en muchos pasos de mecanizado. Segundo, el tiempo de ciclo en serie es mucho más corto cuando el molde ya está estable. Eso importa mucho cuando el cliente necesita gran volumen durante varios años. Tercero, el costo por pieza suele bajar de forma clara después de absorber el costo del herramental. Yo lo he visto muchas veces en carcasas para electrónica de potencia. Una pieza que parecía cara al inicio por el costo del molde terminó siendo la opción más barata en el costo total del proyecto. A mí también me gusta este proceso cuando el peso importa. Yo puedo integrar nervaduras, cavidades y refuerzos locales de una forma que sería mucho menos eficiente si yo intentara mecanizar toda la forma desde material sólido. Claro, yo no recomiendo fundición a presión sin revisar diseño. La pieza necesita ángulos de salida correctos, espesores controlados, desbordes bien pensados y una estrategia realista de mecanizado final. Pero cuando esas condiciones sí existen, la fundición a presión suele ser la mejor base de fabricación para escala automotriz.
| Punto que yo reviso | Por qué la fundición a presión puede ganar |
|---|---|
| Volumen anual | El costo del molde se reparte entre muchas piezas |
| Complejidad de forma | Se pueden crear formas complejas en un solo paso |
| Meta de peso | Es más fácil integrar nervaduras y paredes delgadas |
| Meta de costo por pieza | El costo baja bien en producción masiva |
| Ruta de proceso | Pueden hacer falta menos operaciones separadas |
| Vida del programa | Una serie larga ayuda a pagar el herramental |
¿Cuándo es mejor el mecanizado CNC para autopartes?
No todas las piezas deben ir a fundición a presión, aunque el comprador quiera menor costo por pieza después. Yo he visto proyectos forzar el proceso incorrecto y luego pagar mucho más en cambios, retrasos y retrabajo.
Yo elijo mecanizado CNC cuando el volumen es bajo, el diseño todavía puede cambiar, el plazo es muy corto o la pieza necesita precisión local que es difícil o riesgosa en fundición sola. El CNC suele ser mejor para prototipos, producción puente y algunas piezas con zonas críticas.
Por qué yo sigo confiando en CNC para etapas tempranas y programas flexibles
El mecanizado CNC me da libertad. Ese es su mayor valor para mí. Si el diseño todavía se está moviendo, yo no quiero congelar un molde de fundición demasiado temprano. Un solo cambio en una pieza fundida puede significar retrabajo de molde, retraso de muestras y más riesgo en el calendario del cliente. Con CNC, yo puedo reaccionar mucho más rápido. Yo puedo cambiar un dispositivo, actualizar una trayectoria de herramienta o ajustar una zona sin esperar una modificación grande de molde. Eso es muy útil en fases de prototipo y piloto. Yo también elijo CNC cuando el cliente necesita lotes pequeños en muchas variantes. En ese caso, la fundición a presión puede no recuperar nunca la inversión del molde. Otra razón es la precisión en zonas específicas. Yo sé que la fundición a presión puede dar muy buena repetibilidad, pero algunos barrenos, caras de sello y superficies de unión siguen necesitando mecanizado para control final. En algunas piezas, la mejor ruta no es fundición total ni CNC total. Es mecanizado desde sólido para las primeras fases y luego fundición a presión con mecanizado final para SOP. Yo he usado ese camino más de una vez. Esa estrategia ayuda al cliente a validar la función rápido y luego reduce el costo de producción en serie.
| Punto que yo reviso | Por qué el mecanizado CNC puede ganar |
|---|---|
| Bajo volumen anual | No hace falta gran inversión en molde |
| Cambios de diseño probables | Es más fácil revisar y liberar cambios |
| Plazo corto | Se puede arrancar más rápido sin molde |
| Muchas variantes de pieza | Hay mejor flexibilidad entre modelos |
| Zonas locales muy precisas | Es más fácil controlar zonas críticas |
| Fase de prototipo | Es útil para aprender rápido antes de congelar diseño |
¿Cómo comparo de verdad costo, herramental y plazo?
Muchas decisiones de compra fallan porque los equipos solo comparan el precio por pieza. Eso no basta. Yo siempre comparo el costo total del programa y el tiempo real, no solo el precio unitario.
La fundición a presión suele pedir más costo inicial de herramental y más tiempo de preparación, pero muchas veces da menor costo por pieza en producción masiva. El mecanizado CNC suele arrancar más rápido y evita una inversión grande en molde, pero el costo por pieza se mantiene más alto porque cada parte necesita más tiempo de máquina. Yo comparo costo por etapa del proyecto y por volumen total.

Cómo yo explico el panorama de costo a compras y calidad
A mí me gusta dividir la conversación de costo en tres fases. La primera fase es lanzamiento. Aquí el CNC suele verse mejor porque yo puedo empezar rápido y evitar un presupuesto grande de herramental. La segunda fase es rampa. Aquí la imagen se vuelve menos simple. Si el diseño no está congelado, la fundición a presión puede volverse cara porque los cambios de molde agregan costo y riesgo al plazo. La tercera fase es producción estable. En esa fase, la fundición a presión suele volverse mucho más fuerte porque el tiempo de ciclo es corto y el uso del material es más eficiente que mecanizar desde un bloque mayor. Yo también incluyo costos ocultos en mi revisión. Para fundición a presión, yo incluyo mantenimiento de molde, ciclos de muestra, herramientas de recorte y riesgo de scrap por porosidad. Para CNC, yo incluyo desperdicio de material, desgaste de herramienta, complejidad de fijación y tiempo de carga. Yo he estado en muchas reuniones donde un equipo mostraba menor precio por pieza en fundición y otro mostraba menor costo de arranque con CNC. Los dos tenían razón, pero ninguno veía el cuadro completo. Por eso yo siempre pido una vista de punto de equilibrio, un mapa de tiempo y un mapa de riesgo antes de apoyar una decisión de compra.
| Factor de costo | Fundición a presión | Mecanizado CNC |
|---|---|---|
| Herramental inicial | Alto | Bajo |
| Velocidad de arranque | Más lenta | Más rápida |
| Costo por pieza en alto volumen | Más bajo | Más alto |
| Uso de material | Mejor | Muchas veces menor |
| Costo de cambios | Más alto después del molde | Más bajo |
| Punto de equilibrio | Necesita volumen | Funciona bien en bajo volumen |
¿Qué pasa con calidad, tolerancia y consistencia?
Mucha gente asume que CNC siempre significa mejor calidad. Para mí, eso es demasiado simple. La calidad depende de la característica, del plan de control y del uso real de la pieza.
El mecanizado CNC suele dar mejor control en tolerancias locales muy cerradas y en acabado superficial de zonas críticas. La fundición a presión suele dar muy buena repetibilidad para formas complejas cercanas a la forma final en gran escala. Para muchas autopartes, el mejor resultado viene de fundir la forma principal y mecanizar solo las zonas críticas.
Cómo yo evalúo el riesgo de calidad entre los dos procesos
Yo separo la calidad en calidad de forma y calidad de característica. La fundición a presión es muy buena para repetir una forma externa compleja una vez que el molde está estable y el balance térmico está bajo control. Eso la hace fuerte para carcasas y tapas con muchas funciones integradas. Pero la fundición a presión también trae riesgos propios, como porosidad, rebaba, deformación y variación local por cambios térmicos. El CNC tiene otras fortalezas. Me da control directo sobre barrenos, roscas, caras de sello y superficies de acople. Pero CNC también tiene sus propios riesgos. Si la fijación es débil o el material base se mueve, yo también puedo perder consistencia. Yo he visto piezas mecanizadas que pasaban un barreno crítico y fallaban planitud global porque la estrategia de sujeción era mala. En muchos proyectos automotrices, yo no trato fundición y CNC como enemigos. Yo los trato como socios. Yo uso fundición para crear la forma casi final y la ventaja de costo. Luego uso CNC para asegurar las pocas dimensiones que de verdad importan. Esa suele ser la ruta más realista para carcasas herméticas y superficies de interfaz precisas.
| Punto de calidad | Fundición a presión | Mecanizado CNC |
|---|---|---|
| Forma compleja casi final | Fuerte | Más débil |
| Tolerancia local cerrada | Media por sí sola | Fuerte |
| Acabado en zonas críticas | Suele necesitar mecanizado | Fuerte |
| Riesgo de porosidad | Presente | Muy bajo en sólido |
| Estabilidad de planitud | Depende del proceso | Depende de la fijación |
| Mejor uso | Forma base | Acabado de zonas críticas |
¿Cómo decido entre fundición a presión y mecanizado CNC en un proyecto real?
La forma incorrecta es decidir por costumbre. La forma correcta es decidir por función de la pieza, demanda, tiempo y riesgo. Ese es el método que yo sigo.
En un proyecto real, yo decido entre fundición de aluminio a presión y mecanizado CNC revisando primero cinco cosas: volumen anual, geometría, mapa de tolerancias, tiempo de lanzamiento y costo total del programa. Si hace falta, yo uso una ruta por etapas, con CNC al inicio y después fundición a presión más mecanizado final.
La ruta de decisión que yo uso con clientes y proveedores
Yo empiezo con la función de la pieza. ¿Es estructural, crítica para sello, cosmética o sobre todo una carcasa? Luego yo reviso el pronóstico. Una pieza con 5.000 unidades al año y otra con 500.000 no deben evaluarse igual. Después estudio la geometría. ¿La forma se puede fundir con buen flujo, salida, expulsión y balance térmico? ¿O contiene detalles que hacen el proceso inestable y caro? Luego reviso el mapa de tolerancias. Yo no solo pregunto si la pieza necesita tolerancias cerradas. Yo pregunto dónde las necesita. Si solo unas pocas zonas son críticas, entonces fundición más mecanizado local puede ser la mejor respuesta. Luego veo el tiempo. Si el cliente necesita piezas en semanas, CNC puede ser la única ruta realista al principio. Yo también reviso el riesgo desde el lado del proveedor. ¿El proveedor de verdad tiene experiencia en fundición a presión, control de vacío, desarrollo de molde y disciplina de PPAP para esta pieza? En un proyecto, yo recomendé empezar con muestras mecanizadas para validación mientras desarrollábamos en paralelo el molde de fundición. Eso dio velocidad al equipo de ingeniería y luego permitió bajar costo en serie. En mi experiencia, esta decisión por etapas suele ser la más inteligente.
| Factor de decisión | Mi pregunta clave |
|---|---|
| Volumen | ¿El molde se va a pagar con la demanda real? |
| Geometría | ¿La pieza se puede fundir de forma estable? |
| Mapa de tolerancias | ¿Solo unas pocas zonas son de verdad críticas? |
| Tiempo | ¿Necesitamos piezas antes de que el molde esté listo? |
| Capacidad del proveedor | ¿El proveedor puede controlar los riesgos reales? |
| Etapa del proyecto | ¿Conviene un proceso ahora y otro después? |
Conclusion
Yo elijo fundición de aluminio a presión para piezas estables de alto volumen con formas complejas, y mecanizado CNC para bajo volumen, cambios rápidos o diseños en movimiento. En muchas autopartes, la mejor solución es una combinación inteligente de ambos procesos.


