Las piezas estructurales frágiles de vehículos eléctricos causan accidentes terribles. Los retiros de productos cuestan millones a su empresa. Nosotros resolvemos este problema mortal. Usted obtiene componentes perfectos.
Nosotros logramos cero defectos combinando la tecnología de alto vacío y un tratamiento térmico preciso. Nosotros controlamos el contenido exacto de hierro. Este proceso elimina el aire atrapado completamente. Sus estructuras de vehículos eléctricos obtienen una máxima resistencia a choques y una soldabilidad perfecta.

Muchos proveedores prometen muestras perfectas de AlSi10Mg el primer día. Ellos fallan completamente durante la producción en masa. Esta terrible inconsistencia amenaza todo su cronograma del proyecto. Yo comparto mis secretos profundos del taller con usted hoy. Yo le ayudo a evitar estos desastres masivos. Usted aprenderá exactamente cómo obtener componentes seguros siempre.
¿Por qué las estructuras de AlSi10Mg fallan las pruebas de choque y cómo solucionamos esto?
La baja elongación hace que los marcos de aluminio se agrieten bajo presión. Sus pruebas de seguridad fallan instantáneamente. Nosotros usamos un tratamiento térmico especial. Nosotros damos flexibilidad increíble.
Nosotros reparamos las piezas frágiles controlando la velocidad de enfriamiento exacta después de la fundición. Nosotros aplicamos un proceso especial de tratamiento térmico T7. Este método garantiza más del diez por ciento de elongación. Sus piezas absorben la energía del choque perfectamente sin romperse.
El gran desafío de cumplir las propiedades mecánicas
Yo pasé mis primeros años en el piso de la fábrica. Yo observaba muchas máquinas grandes de fundición a presión todos los días. Yo veía piezas delgadas de vehículos eléctricos romperse como el cristal. Las estructuras de vehículos eléctricos necesitan una elongación muy alta. El coche debe absorber el impacto durante el choque. Los pasajeros deben sobrevivir. La aleación AlSi10Mg es muy difícil de procesar. El metal crudo tiene un buen potencial. El proceso normal de fundición a presión destruye este potencial. El metal se enfría demasiado rápido en el molde. La estructura interna se vuelve muy rígida.
Nosotros nunca adivinamos la temperatura correcta. Nosotros usamos datos térmicos precisos. Nosotros cambiamos la estructura del metal con calor. Nosotros usamos un horno continuo masivo. Nosotros calentamos las piezas a casi quinientos grados Celsius. Nosotros mantenemos las piezas calientes durante horas. Nosotros dejamos caer las piezas rápidamente en agua tibia. Nosotros calentamos las piezas nuevamente a una temperatura más baja. Este proceso T7 cambia los cristales de silicio dentro del metal. Los cristales afilados se vuelven redondos. Los cristales redondos permiten que el metal se doble fácilmente. Usted recibe piezas altamente flexibles. Su equipo SQE aprueba los documentos PPAP rápidamente.
| Tipo de defecto | Causa principal | Nuestra solución |
|---|---|---|
| Piezas agrietadas | Cristales de silicio afilados | Tratamiento térmico T7 preciso |
| Bajo límite elástico | Enfriamiento inconsistente | Horno continuo automatizado |
| Estructuras deformadas | Enfriamiento rápido en agua | Agua tibia a temperatura controlada |
¿Cómo garantizamos una soldadura perfecta para las grandes cajas de baterías de AlSi10Mg?
El gas atrapado destruye su proceso de soldadura robótica. Sus cajas de baterías pierden agua. Nosotros usamos sistemas de ultra alto vacío. Nosotros entregamos piezas totalmente sólidas para soldar.
Nosotros garantizamos una soldabilidad perfecta eliminando todo el aire de la cavidad del molde. Nosotros usamos bloques de vacío avanzados. Nosotros extraemos el aire milisegundos antes de que entre el metal. Esto detiene la porosidad por gas completamente. Sus láseres automatizados sueldan los componentes de aluminio perfectamente.
El peligro mortal de los agujeros de gas durante la soldadura
Todo director de compras quiere líneas de montaje rápidas. Las grandes cajas de baterías requieren mucha soldadura láser. Usted debe unir múltiples piezas de aluminio fundido. La fundición a presión normal atrapa mucho aire. El metal fluye muy rápido dentro del molde. El aire no puede escapar. El metal se congela alrededor de las burbujas de aire. Yo visité a un gran cliente en Europa el año pasado. Ellos tenían una enorme crisis de soldadura. El láser golpeó un agujero de gas oculto en la fundición. El gas atrapado explotó. La costura de soldadura falló completamente. La caja de la batería perdió su sello de agua.
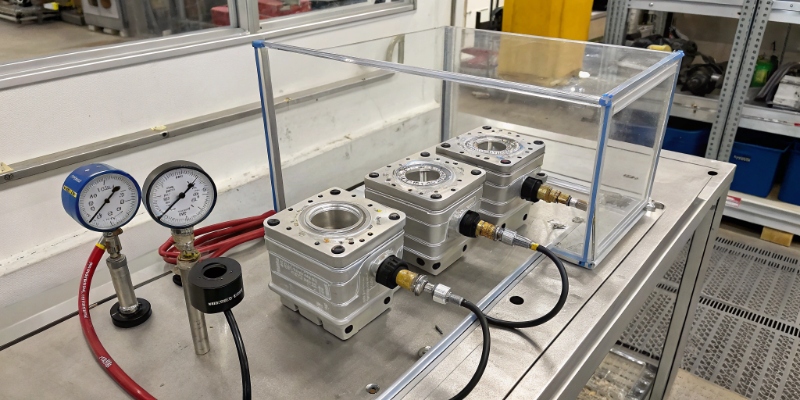
Nosotros eliminamos esta pesadilla de soldadura. Nosotros instalamos potentes bombas de vacío junto a la máquina. Nosotros conectamos grandes válvulas de vacío al molde. La máquina cierra el molde. La bomba succiona el aire instantáneamente. El nivel de vacío cae por debajo de treinta milibares. El metal AlSi10Mg líquido llena un espacio vacío. Ningún aire se mezcla con el metal. Nosotros cortamos las piezas para su inspección. Nosotros encontramos metal sólido en todas partes. Usted suelda las piezas fácilmente. Sus sistemas de baterías se mantienen secos y muy seguros.
| Problema | Causa principal | Nuestra solución |
|---|---|---|
| Soldaduras explosivas | Agujeros de gas de alta presión | Sistema de fundición de ultra alto vacío |
| Fugas de agua | Costuras de soldadura porosas | Simulación estricta de flujo de molde |
| Montaje lento | Reparación de malas soldaduras | Estructura metálica interna sólida |
¿Cómo mantenemos tolerancias estrictas en estructuras grandes y delgadas de AlSi10Mg?
Las piezas estructurales deformadas atascan sus accesorios de montaje automatizados. Usted incumple los plazos de su proyecto. Nosotros usamos gestión térmica inteligente. Nosotros suministramos piezas fundidas perfectamente planas.
Nosotros mantenemos tolerancias estrictas controlando la temperatura del molde dinámicamente. Nosotros colocamos docenas de canales de enfriamiento dentro del molde. Nosotros usamos aceite térmico para equilibrar el calor. La pieza grande se enfría uniformemente. Esto evita la flexión completamente. Sus brazos robóticos manipulan las piezas fácilmente.
La gran lucha con las piezas gigantes y delgadas
Los vehículos eléctricos necesitan carrocerías muy ligeras. Los ingenieros diseñan piezas masivas con paredes muy delgadas. Las torres de amortiguación y los marcos traseros miden más de un metro. Las paredes tienen solo tres milímetros de espesor. El metal AlSi10Mg se encoge durante el enfriamiento. Diferentes áreas se enfrían a diferentes velocidades. Este enfriamiento desigual crea una enorme tensión interna. Yo reparé cientos de moldes deformados en mi pasado. Las áreas delgadas se congelan en un segundo. Los puntos de montaje más gruesos se mantienen calientes durante diez segundos. Las áreas frías tiran de las áreas calientes. La pieza entera se retuerce. La pieza parece una patata frita.
Usted no puede forzar una pieza deformada en un chasis de coche. Nosotros usamos un software avanzado para resolver este problema. Nosotros mapeamos la temperatura de todo el molde. Nosotros diseñamos líneas de enfriamiento complejas cerca de las áreas gruesas. Nosotros diseñamos líneas de calentamiento cerca de las áreas delgadas. Nosotros bombeamos aceite caliente y agua fría a través de la herramienta de acero. Toda la pieza alcanza la temperatura ambiente exactamente al mismo tiempo. La tensión interna desaparece completamente. Nosotros verificamos las dimensiones con un escáner láser. La pieza coincide con el modelo digital perfectamente. Usted cumple sus estrictos cronogramas de proyecto.
| Problema | Causa principal | Nuestra solución |
|---|---|---|
| Piezas torcidas | Velocidades de enfriamiento desiguales | Gestión dinámica de aceite térmico |
| Llenado incompleto | El metal se congela demasiado rápido | Diseño avanzado de flujo de molde |
| Lotes rechazados | Ciclos de máquina inconsistentes | Pulverización y extracción automatizadas |
Conclusión
Usted necesita un estricto control de procesos. Usted necesita tecnología de vacío avanzada. Nuestros métodos probados garantizan estructuras perfectas de AlSi10Mg. Nosotros entregamos piezas seguras a su línea de montaje.


