从中国采购铝合金结构件和热管理壳体,早已不再是一个单纯的“降本”游戏。对于全球 Tier 1 和 Tier 2 系统集成商而言,这是一项严苛的风险管控工程。当您正在开发一款高压 EV 电机控制器壳体1 或承重底盘节点时,如果仅仅将 3D CAD 模型发给一家只会“把铝熔化倒进模具”的传统翻砂厂,结果注定是一场灾难。
现代汽车工业要求极其严苛的形位公差 (GD&T)、绝对的可追溯性,以及对 IATF 16949 质量管理体系2 的绝对服从。如果一家代工厂无法控制压铸过程中的热翘曲(Thermal warpage),或者无法在机加工时保证轴承孔的绝对同轴度,由此产生的报废率和总装线停线成本,将瞬间抹平您在单件报价上省下的任何利润。
作为一家以工程为驱动的中国 汽车铝压铸制造商3,我们深知真正的价值在于执行力与单一来源责任制(Single-source accountability)。以下是从压铸车间一线的视角,为您硬核拆解一家真正的“全生命周期服务”供应商应该具备的底层实力。
汽车压铸领域“全包服务”的残酷现实
许多供应商都会在 PPT 里宣称自己提供“交钥匙(Turnkey)”或“全包服务”。然而,当您深入调查他们的供应链时,往往会发现他们将模具制造、后道 CNC 机加工或表面处理外包给了第三方。这种供应链的碎片化,必然导致在 T1 样板尺寸超差时,各家供应商之间陷入漫长且绝望的“互相甩锅(Vendor blame game)”。
在 EMP Tech,我们通过将整个生产生命周期集中在一个屋檐下,从物理上消除了这种风险。我们定位为专注的 Tier 2/Tier 3 制造伙伴,核心使命就是确保您的总装线顺畅运转,并帮助您毫无摩擦地通过 OEM 主机厂的严苛审核。
能力矩阵:传统压铸厂 vs EMP Tech 工程制造
| 制造阶段 | 传统压铸厂的做法 | EMP Tech 的工程务实做法 |
|---|---|---|
| 模具与 DFM | 外包给第三方模具厂;出现问题后被动修模。 | 内部模具研发中心。在切割 H13 钢材前,通过 Moldflow 模流仿真主动优化浇注系统和拔模斜度。 |
| 压铸工艺 | 采用标准 HPDC;极易出现卷气和冷隔缺陷。 | 采用真空高压压铸(350T 至 3050T)。战略性分布溢流槽,将不可避免的微缩孔逼出关键的密封区域。 |
| CNC 机加工 | 在 3 轴机床上多次翻面装夹;极易产生累积公差误差。 | 配备 150+ 台 4轴和5轴 CNC 加工中心,实行“单次装夹加工”。确保极其严格的共面度与位置度。 |
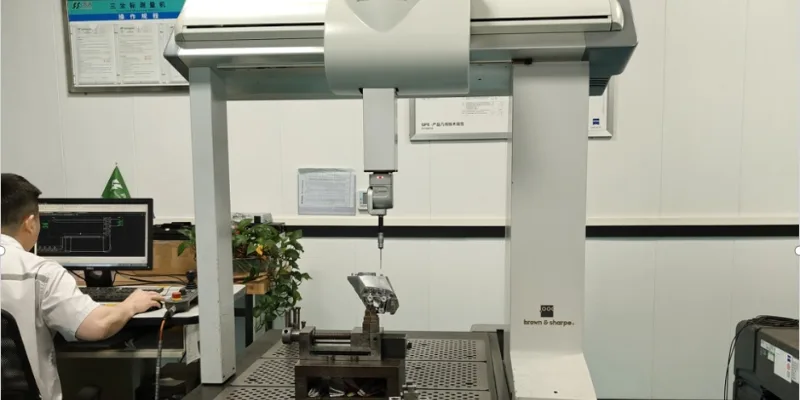
| 质量验证 | 依赖肉眼外观全检和基础的卡尺测量。 | 依靠客观生数据:蔡司三坐标 (CMM)、内部 X 光无损探伤,以及 100% 自动化的在线气压衰减侧漏。 |
| 技术清洁度 | 工人使用高压气枪手动吹扫;盲孔内容易残留铝屑。 | 部署专用的超声波清洗线,严格满足 VDA 19 技术清洁度4 与 ISO 16232 标准。 |
应对严苛审核的核心工程能力
要在德国、法国以及北美的汽车供应链审核中存活下来,供应商必须在热力学、冶金学和精密机加工领域具备绝对的话语权。
1. 利用 Vacuum HPDC 管控内部气孔
物理定律决定了,以极高速度射入型腔的液态铝必然会卷入一定量的空气。如果哪家供应商向您承诺“绝对零气孔”,他若不是不懂冶金常识,就是在有意欺瞒。真正的工程解决方案是“管理气孔”。我们利用真空高压压铸 (Vacuum HPDC) 在快压射触发的前几毫秒抽干模腔内的空气。通过严格遵循 NADCA 工程与设计标准5,我们巧妙调控热梯度,确保任何微小的缩孔都被引导至非受力节点和远离 O 型圈密封槽的区域。
2. 单次装夹的 5 轴 CNC 机加工
完成压铸成型只是成功了一半。如果您采购的是 变速箱壳体6,前后轴承孔之间的同轴度必须做到绝对精确,否则会导致齿轮咬合的游隙(Backlash)并引发严重的 NVH(震动与异响)故障。我们从不指望仅靠铸造毛坯就能达到这种精度要求。我们的 内部机加工车间7 利用单次装夹的 5 轴 CNC 加工中心,配合定制的低应力工装夹具,可稳定制程高达 ±0.01 mm 的严苛公差。

3. 绝对防漏的密封接口与技术清洁度
对于像 EV 电池托盘8 这样的高压组件,任何冷却液渗漏或湿气侵入都会导致灾难性的短路。我们通过精确控制 CNC 的走刀进给率,确保密封槽内部的表面粗糙度 (Ra) 完全达标。此外,人眼根本无法验证密封性。我们在包装前,对所有涉水/涉气壳体进行 100% 的自动化在线气压衰减侧漏测试。
同样致命的,是隐藏在盲孔螺纹底部的微小铝切削屑。哪怕是一粒肉眼看不见的毛刺掉落在高压电控板上,都会导致整个系统烧毁。我们通过 车规级质量控制实验室9,执行高强度的超声波微粒萃取分析,彻底消除了这一隐患。
通过 Tier 1 审核:客观数据与绝对可追溯性
我们深知 Tier 2 集成商所面临的压力。当 OEM 的审核员走在您的装配线上时,他们要看的不是口头保证,而是客观证据。
EMP Tech 是一家通过 VDA 6.3 过程审核10 并斩获 "A" 级评分的代工厂。我们为您提供无懈可击的 PPAP Level 3 完整文档体系,包括 Cpk/Ppk 制程能力分析、经光谱仪验证且符合 ASTM 材料标准11 的化学成分报告,以及验证内部完整性的 X 光检测数据。
每一件从我们工厂下线的压铸件,都会被激光雕刻上独一无二的 QR 追溯码。确保能够在几分钟内精准追溯到具体的熔化炉次、压射参数曲线以及 CNC 操作员。
寻找一个真正懂工程的压铸伙伴
不要让隐藏的设计缺陷或未经数据验证的加工能力毁了您的下一个汽车量产项目。如果您正在开发复杂的热管理壳体或承重的底盘节点组件,我们已准备好从物理与制造的客观现实出发,重新评估您的设计。
立即上传您的 3D CAD (STEP/IGES)12。我们的工程团队将在 24 小时内为您提供一份极度严苛、毫无滤镜的 DFM(可制造性设计)审查报告,利用 Moldflow 提前锁定热力学缩孔风险,并出具务实、可靠的量产报价。
References & Footnotes
EMP Tech. EV 电机控制器壳体制造规范. ↩
International Automotive Task Force. IATF 16949:2016 质量管理体系. ↩
Verband der Automobilindustrie (VDA). VDA 19.1: 技术清洁度检验. ↩
EMP Tech. 制造设施与 CNC 机加工中心. ↩
EMP Tech. EV 电池托盘 (Battery Tray) 制造能力. ↩
EMP Tech. 车规级质量控制与检验实验室. ↩
Verband der Automobilindustrie (VDA). VDA 6.3 过程审核标准. ↩
ASTM International. 铝合金压铸件标准规范. ↩
EMP Tech. 上传 CAD 以获取 DFM 审查与报价. ↩


