Meta Descripción: Optimice sus componentes automotrices con nuestra guía de diseño para fundición a presión. Aprenda sobre ángulos de desmoldeo, redondeos y espesores de pared para piezas de aluminio de alta calidad.
En el competitivo mundo de la manufactura automotriz, la eficiencia y la precisión son innegociables. Como fabricantes especialistas en fundición a presión de aluminio (High Pressure Die Casting – HPDC), sabemos que el éxito de una pieza comienza mucho antes de que el metal fundido toque el molde: comienza en la fase de diseño.
Un diseño optimizado no solo reduce los costos de producción y el tiempo de ciclo, sino que garantiza la integridad estructural y la calidad superficial requerida por los estándares OEM. En este artículo, exploraremos los tres pilares fundamentales del diseño para manufactura (DFM): espesor de pared uniforme, ángulos de desmoldeo y redondeos.

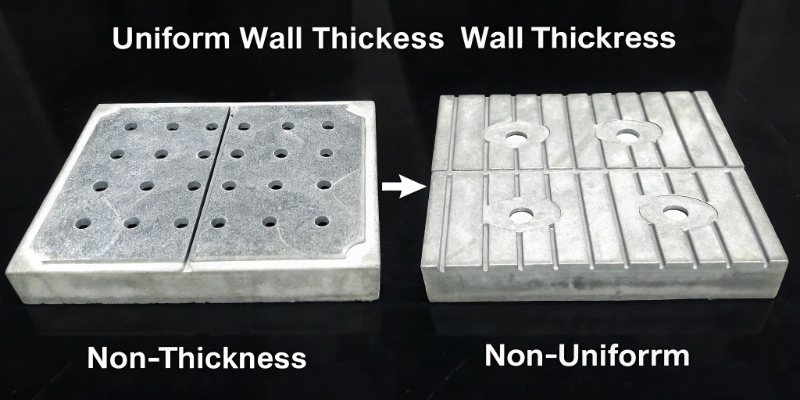
1. Espesor de Pared Uniforme: La Clave de la Consistencia
El principio más importante en el diseño de piezas para fundición a presión es mantener un espesor de pared lo más uniforme posible.
¿Por qué es crítico?
En la fundición de aluminio, el metal se solidifica rápidamente. Si una pieza tiene variaciones drásticas en el espesor, las secciones delgadas se enfriarán más rápido que las gruesas. Esto provoca:
- Porosidad por contracción: El metal en las zonas gruesas se contrae al final, creando vacíos.
- Deformaciones: Tensiones internas desiguales que tuercen la pieza.
- Tiempos de ciclo lentos: Se debe esperar a que la sección más gruesa se enfríe.
Recomendaciones de Diseño
Para piezas automotrices de aluminio, recomendamos los siguientes rangos:
| Tamaño de la Pieza | Espesor Mínimo Recomendado (mm) | Espesor Típico (mm) |
|---|---|---|
| Pequeña (< 100g) | 1.0 – 1.5 | 2.0 – 2.5 |
| Mediana (100g – 2kg) | 2.0 – 2.5 | 3.0 – 4.0 |
| Grande (> 2kg) | 3.5 – 4.0 | 4.5 – 6.0 |
Consejo Pro: Si el diseño requiere un cambio de espesor, utilice una transición gradual en lugar de un escalón abrupto. La longitud de la transición debe ser al menos 3 veces la diferencia de espesor.
2. Ángulos de Desmoldeo (Draft Angles): Facilitando la Expulsión
El ángulo de desmoldeo es la inclinación aplicada a las paredes de la pieza que son perpendiculares a la línea de partición del molde. Sin estos ángulos, la fricción haría imposible expulsar la pieza de aluminio sin dañarla o arrastrar material.
Reglas para Aluminio Automotriz
El aluminio tiende a encogerse hacia el núcleo del molde a medida que se enfría. Por lo tanto, las paredes internas requieren más ángulo que las externas.
- Paredes Interiores: Requieren mayor ángulo porque la pieza se "aprieta" contra el molde.
- Paredes Exteriores: Requieren menor ángulo porque la pieza se "separa" del molde al contraerse.
Tabla de Referencia de Ángulos de Desmoldeo (Aluminio)
| Característica | Ángulo de Desmoldeo Mínimo Sugerido | Recomendado para Mejor Acabado |
|---|---|---|
| Paredes Exteriores | 1° | 2° |
| Paredes Interiores (Núcleos) | 2° | 3° |
| Orificios / Agujeros | 2° por lado | 3° – 4° por lado |
3. Redondeos y Filetes (Fillets & Radii): Flujo y Resistencia
Las esquinas afiladas son los enemigos de la fundición a presión de alta calidad. En su lugar, utilizamos redondeos (radios externos) y filetes (radios internos).
Beneficios Estructurales y de Proceso
- Reducción de Estrés: Las esquinas agudas concentran el estrés, lo que puede llevar a grietas bajo la fatiga de uso en un vehículo. Los redondeos distribuyen la carga.
- Mejora del Flujo de Metal: El aluminio fundido fluye con turbulencia. Los radios suaves permiten que el metal llene el molde de manera más laminar y completa.
- Vida Útil del Molde: Las esquinas afiladas en el acero del molde son propensas a la erosión térmica (heat checking).
Guía de Dimensionamiento
- Radio Mínimo: Se sugiere un mínimo de 1.0 mm.
- Relación con el Espesor (T): El radio interior debe ser al menos 0.5 x T, y el radio exterior debe ser 1.5 x T para mantener un espesor de pared constante alrededor de la esquina.
Costillas de Refuerzo (Ribs): Resistencia sin Peso Extra
En la industria automotriz, la reducción de peso (lightweighting) es crucial. En lugar de aumentar el espesor de toda la pared para ganar resistencia, utilizamos costillas o nervaduras.
- Espesor de la costilla: Debe ser entre el 60% y 80% del espesor de la pared principal para evitar marcas de rechupes (sink marks) en la superficie opuesta.
- Altura: No debe exceder 3 veces el espesor de la pared.
- Desmoldeo: Las costillas requieren ángulos de desmoldeo generosos.
Preguntas Frecuentes (FAQ) sobre Diseño de Fundición
¿Qué aleación de aluminio es mejor para piezas automotrices?
Las aleaciones A380 y ADC12 son las más comunes por su excelente equilibrio entre fluidez, maquinabilidad y resistencia. Para piezas estructurales que requieren tratamiento térmico, la A356 es preferible.
¿Puedo lograr tolerancias cero en fundición a presión?
La fundición a presión ofrece alta precisión (típicamente +/- 0.05 mm para dimensiones pequeñas), pero las "tolerancias cero" requieren maquinado CNC posterior (post-machining). Diseñamos con sobre-material (stock) en áreas críticas para ser maquinadas después.
¿Cómo afecta el diseño al costo del molde?
Diseños con "undercuts" (socavados) que impiden la apertura simple del molde requieren correderas (slides) o núcleos móviles, lo cual incrementa significativamente el costo del herramental. Simplificar el diseño para una apertura de molde "abrir y cerrar" es la mejor forma de ahorrar.
Conclusión
El diseño inteligente es el primer paso para una producción exitosa de autopartes de aluminio. Al respetar las reglas de espesor uniforme, aplicar los ángulos de desmoldeo correctos y utilizar redondeos generosos, garantizamos piezas libres de defectos, moldes más duraderos y costos optimizados.
¿Tiene un proyecto en mente? En [Nombre de Su Empresa], somos expertos en transformar diseños complejos en piezas de aluminio de precisión para el sector automotriz.
[Botón: Contáctenos para una revisión de diseño gratuita]


