700°C 的液态铝以 5 米/秒的速度、在上千巴的压力下被暴力射入型腔时,它绝不会在意您的 CAD 模型画得有多对称。高压压铸 (HPDC) 是一场极度暴烈且充满变数的热力学事件。如果您指望在压铸机旁靠工人的“试错法(Trial and error)”来调试参数,那一切都太迟了。
仅仅因为不可预见的缩孔或卷气,去修改已经淬火硬化的 H13 模具钢,将耗费数万美元,并让 T1 样板的交期硬生生推迟几周。对于在严苛的 IATF 16949 质量管理体系1 下运转的 Tier 1 和 Tier 2 供应商而言,这种级别的供应链风险是绝对不可接受的。
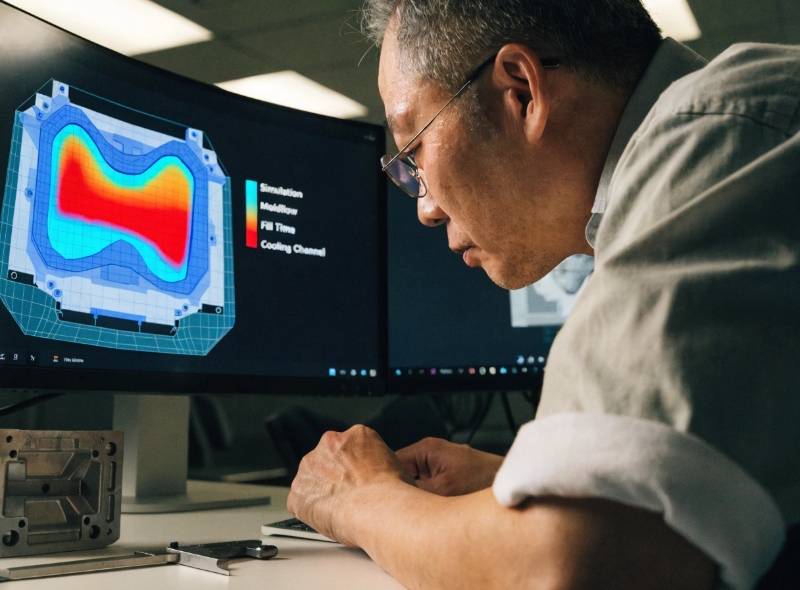
化解这些物理现实的唯一务实途径,就是前置的预测性工程。以下是来自代工厂一线的硬核视角:我们将为您揭示,在切下第一刀模具钢材之前,我们是如何利用 Moldflow 模流仿真来消除——或者说“战略性转移”——汽车铝压铸2 缺陷的。
来自车间的真实洞察:我们无法消灭气孔,我们只“转移”气孔
让我们先摒弃那些营销幻想:物理学上根本不存在“绝对零气孔”的压铸件。金属凝固时的体积收缩,以及高速压射带来的湍流,注定了微缩孔(Micro-voids)将永远存在。
Moldflow 模流仿真的真正目的,并不是像变魔术一样抹除气孔;它的核心作用是:精准控制气孔最终停留在哪里。
如果设计工程师在一个 1.5mm 的薄壁旁边放置了一个厚大的安装凸台(Boss),这个凸台将最后冷却,自然而然地成为缩孔的“磁铁”。如果后道的 CNC 机加工正好在这个凸台正中心铣出一条 O 型圈密封槽,隐藏的气孔就会被瞬间暴露,壳体必然无法通过气密性测试。
通过仿真,我们可以优化浇注系统和流道设计,将这些被困的气体和缩孔有意识地“赶入”外部的溢流槽(Overflow wells,后续会被切边机切除)中,或者引导至无需机加工、非承重的次要结构区域。
缺陷控制矩阵:Moldflow 在实战中到底能解决什么?
以下是压铸量产中最常见的致命缺陷,以及热力学仿真如何从底层逻辑上将其彻底中和。
| 压铸缺陷 | HPDC 工艺中的根本原因 | Moldflow 仿真的务实对策 |
|---|---|---|
| 卷气/气泡 (Gas Porosity) | 铝液呈湍流状推进,将空气包裹并困在型腔内部。 | 优化内浇口速度以确保平稳的层流推进。精确计算并设定真空压铸 (Vacuum HPDC) 阀门的触发时机。 |
| 缩孔 (Shrinkage Porosity) | 厚壁区域比薄壁冷却得慢,在缺乏新鲜铝液补缩的情况下发生体积收缩。 | 精准定位热力学上的“热节(Hot spots)”。指导随形冷却水路和挤压销(Squeeze pins)的精确布置。 |
| 冷隔/流痕 (Cold Shuts) | 铝液在两股金属流汇合前就已降温并开始凝固。 | 模拟金属液的温度骤降过程。指导工程师调整局部壁厚,或增设溢流槽以拉动高温金属流穿过冷区。 |
| 粘模/拉伤 (Galling/Soldering) | 拔模斜度不足或局部严重过热,导致铝液与模具钢发生焊合。 | 绘制模具表面的热量分布图,以优化水基脱模剂的喷涂轨迹和冷却策略。 |
1. 攻克大型结构件中的“冷隔”难题
随着汽车行业大跨步迈向超大尺寸的结构件(如 EV 电池托盘3),熔融铝液在模腔内需要奔流的距离呈几何级数增加。
如果金属液在到达模具远端之前流失了太多的热量,两股金属流相遇时将无法完全融合。这就形成了“冷隔”——一种致命的结构性缺陷,在动态底盘载荷的冲击下极易发生断裂。
Moldflow 允许我们的模具工程师在电脑前实时“透视”金属流前沿的精准温度。如果我们发现流前温度降至临界阈值以下(例如在使用 AlSi10MnMg 合金时),我们就能立刻重新设计流道系统以加快进料速度,或者局部提升模温,从而保证金属液的均质融合与高屈服强度。
2. 利用随形冷却对抗“热翘曲”
压铸模具本质上就是一个巨大的热交换器。如果一个变速箱壳体的左侧比右侧冷却得快,那么在铸件被顶出模具的那一瞬间,内部的残余应力就会导致铝件发生热翘曲(Thermal warpage)变形。
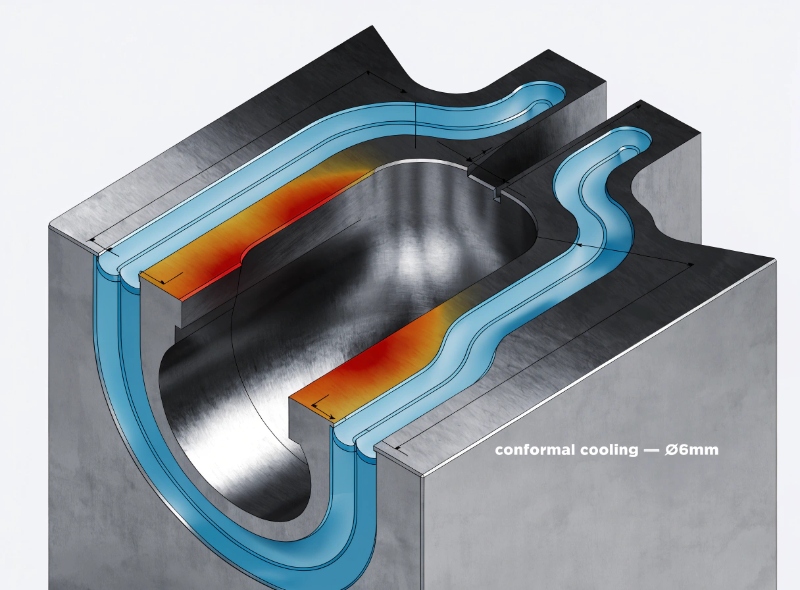
当我们在处理大面积的密封法兰时,哪怕仅仅 0.5mm 的翘曲,也会导致 CNC 工装夹具无法均匀地夹紧零件,最终彻底毁掉结合面的共面度(Coplanarity)。Moldflow 仿真能够精确绘制 H13 钢模具内部的热量分布地图。我们利用这些硬核数据来钻取高精度的“随形冷却水路(Conformal cooling lines)”。这些水路像毛细血管一样紧贴零件的复杂几何轮廓,强制整个铸件实现均匀的冷却速率,从物理根源上扼杀热变形。
3. 优化 PQ2 压射图
压力(P)与流量(Q)之间的关系被称为 PQ2 图,它是压铸机运转的“数学心脏”。
如果冲头注射铝液的速度太慢,就会产生冷隔;如果注射得太暴力,金属液就会雾化,卷入海量空气并在长期生产中摧毁模具。Moldflow 软件能够针对特定的合金,精确计算出所需的浇口截面积、充型时间以及增压压力(Intensification pressure)。我们将这些仿真出来的核心参数直接编程写入压铸岛的 PLC 控制系统中,确保“第一模”的试模就是基于严谨的数学推演,而不是操作工的盲目猜测。
在切割钢材之前,锁死您的设计风险
在 EMP Tech,我们深知:想要在严苛的 OEM 审核中存活下来,必须建立在客观的数据基础之上。您永远无法在一件带有先天热力学设计缺陷的零件上“检验”出高质量,我们的 车规级质量控制与检验4 体系,早在数字仿真阶段就已经启动。
通过严格遵循 NADCA 压铸工程与设计规范5 并执行冷酷无情的 DFM(可制造性设计)模拟,我们帮助 Tier 1 和 Tier 2 集成商在前期规避风险、防止模具延期,并确保他们的组件真正做到“即插即用(Assembly-ready)”。
您正在研发复杂的热管理壳体或承重结构件吗?
立即通过我们的联系表单上传您的 3D CAD 图纸(STEP/IGES)。我们的工程团队将为您进行初步的 DFM 风险排查,精准标记潜在的缩孔位置,并在 24 小时内为您提供一份极度务实的制造量产报价。
参考文献与脚注
International Automotive Task Force. IATF 16949:2016 质量管理体系要求. ↩
EMP Tech. 汽车铝压铸解决方案及制造能力. ↩
EMP Tech. EV 电池托盘 (Battery Tray) 制造能力规格. ↩
EMP Tech. 车规级质量控制与独立检验实验室. ↩
North American Die Casting Association (NADCA). 压铸工程与设计规范指南. ↩


