引言:为什么气孔率是汽车铝铸件的“隐形杀手”?
在汽车轻量化的浪潮下,铝合金零部件的需求呈指数级增长。然而,对于任何追求高质量的汽车铝零部件压铸制造商来说,气孔率(Porosity)始终是一个棘手的挑战。气孔不仅影响铸件的外观,更严重威胁其机械性能、气密性以及后续的热处理能力。
如果您正在寻找提升铸件质量、满足汽车行业严苛标准的解决方案,真空高压压铸技术(Vacuum High-Pressure Die Casting, V-HPDC)正是您需要的答案。本文将深入探讨该技术如何有效降低气孔率,并为您的项目带来竞争优势。
什么是压铸气孔?它是如何产生的?
在传统的高压压铸(HPDC)过程中,熔融金属以极高的速度(通常为30-100米/秒)填充模具型腔。这种高速填充往往会导致:
- 卷气:模具型腔内的空气和润滑剂蒸发产生的气体来不及排出,被卷入金属液中。
- 收缩孔:金属在凝固过程中体积收缩,如果补缩不足,会形成孔洞。
气孔的存在会导致:
- 零部件强度和延展性下降。
- 无法进行焊接或铆接。
- 高温热处理(如T6)时表面起泡。
- 耐压部件发生泄漏(如变速箱壳体)。
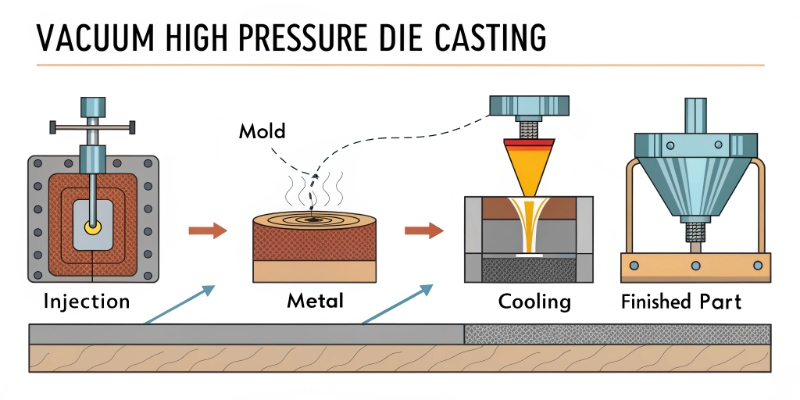
解决方案:真空高压压铸技术的工作原理
真空高压压铸是在传统压铸工艺的基础上,增加了一套真空辅助系统。其核心逻辑非常简单但极具效力:在金属液填充型腔之前,先将型腔内的空气抽出。
关键步骤:
- 模具闭合:压铸机合模。
- 抽真空启动:在压射冲头封住浇注口后,真空阀打开,迅速抽出型腔和压室内的空气。
- 高速填充:当型腔内达到预定的真空度(通常在50-100 mbar以下)时,金属液高速填充型腔。
- 保压凝固:在高压下凝固,减少收缩孔。
真空压铸的核心优势:不仅是“少气孔”
采用真空高压压铸技术,不仅仅是为了减少几个气泡,它能为汽车铝零部件带来质的飞跃:
1. 显著降低气孔率
这是最直接的好处。通过移除90%以上的型腔空气,铸件内部的气孔大大减少,密度显著提高。
2. 提升机械性能
低气孔率意味着金属基体更加连续,从而大幅提升铸件的抗拉强度(UTS)和屈服强度(YS),特别是延伸率(Elongation)的提升尤为明显,这对于汽车结构件(如减震塔、车身纵梁)至关重要。
3. 实现热处理与焊接
这是真空压铸与普通压铸最大的区别。
- 可焊接:低含气量使得铸件可以进行MIG/TIG焊接或SPR铆接。
- 可热处理:普通压铸件含气量高,加热时气泡膨胀会导致表面起泡。真空压铸件可以安全地进行T6热处理,进一步强化性能。

数据对比:普通压铸 vs. 真空高压压铸
为了更直观地展示两者的差异,我们整理了以下对比表:
| 指标 | 传统高压压铸 (Conventional HPDC) | 真空高压压铸 (Vacuum HPDC) |
|---|---|---|
| 模具内气压 | 常压 (约 1000 mbar) | 负压 (50 – 100 mbar) |
| 主要缺陷 | 气孔、氧化夹渣 | 极少气孔、组织致密 |
| 可否热处理 | 否 (易起泡) | 是 (支持T6/T7处理) |
| 可否焊接 | 否 | 是 (适合结构件连接) |
| 应用场景 | 发动机盖、非受力支架 | 车身结构件、减震塔、电池包壳体 |
| 铸件密度 | 一般 | 高 |
我们的专业领域:汽车零部件应用案例
作为专业的汽车铝零部件压铸制造商,我们利用真空高压压铸技术成功量产了多种关键部件:
- 动力总成系统:变速箱壳体、离合器壳体(要求高气密性,防止漏油)。
- 底盘系统:转向节、控制臂(要求高强度和高韧性)。
- 车身结构件:A柱/B柱连接件、后纵梁、减震塔(Shock Towers)。
专家提示:对于结构复杂、壁厚变化大且对安全性要求极高的部件,真空压铸几乎是目前唯一的经济型大规模量产方案。
结论:选择真空压铸,打造高品质汽车铸件
在竞争激烈的汽车供应链中,质量就是生命线。采用真空高压压铸技术以减少气孔率,不再是一个可选项,而是制造高性能铝合金零部件的必选项。
它不仅解决了气孔问题,更为您的产品打开了通往高强度、可焊接、可热处理的高端应用大门。
您正在为下一个汽车项目寻找高品质的铝压铸合作伙伴吗?
请立即联系我们的工程团队,让我们用先进的真空压铸技术助您一臂之力。
常见问题解答 (FAQ)
Q: 真空压铸能完全消除所有气孔吗?
A: 虽然没有任何铸造工艺能保证100%无气孔,但真空压铸可以将气孔率降低到极低水平,满足X射线探伤的高级别标准(如ASTM E505等级)。
Q: 真空压铸的成本比普通压铸高多少?
A: 由于设备和模具密封要求的增加,初期成本略高。但考虑到废品率的降低和零件性能的提升(可能替代更昂贵的锻造件),总体拥有成本往往更具优势。


