很多汽车零部件项目一开始就走弯路,不是因为图纸不够详细,而是因为制造路线选得太晚。我经常看到团队先盯着单价,后面才发现质量、交期、结构和变更风险一起冒出来。
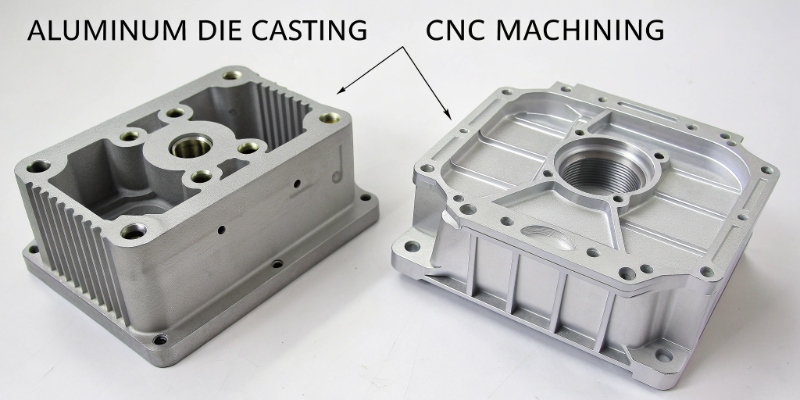
对汽车零部件来说,如果我要大批量、复杂结构、量产后单件成本更低,我会选铝压铸。如果我要小批量、快速打样、设计还在变、局部尺寸要求很严,我会选数控加工。真正正确的选择,取决于年需求、零件结构、公差重点、项目节奏和总成本,而不是只看某一个报价。
我在铝合金压铸和汽车精密零部件行业做了二十多年。我的前半段经历主要在车间。我做过样件,调过机,修过模,也处理过很多现场问题。后来,我有机会到客户现场,帮助他们解决设计和制造之间的配合问题。加入 EMP Tech 以后,我参与并主导过多个新能源汽车项目的开发和量产,比如电机控制器壳体、OBC 壳体和一些压铸结构件。在这些项目里,有一个问题总是很早就会出现,那就是这款零件到底该用铝压铸,还是该用数控加工。这个问题看起来简单,但它会直接影响模具投入、开发周期、PPAP 风险、密封性能、供应稳定性和后续量产成本。如果您是 SQE,或者您负责采购,这个选择其实不只是工艺选择,它还是项目风险选择。
什么时候汽车零部件更适合用铝压铸?
很多团队一提到铝压铸,第一反应就是模具贵。我能理解这个顾虑,但我一直觉得只看模具费不够。真正该看的,是整个项目周期的总账。
如果汽车零部件的年用量高、外形复杂、壁厚适合压铸、项目目标是长期量产降本,我通常会优先考虑铝压铸。对壳体、盖板、支架和很多重复需求高的零件来说,铝压铸往往是更合适的量产方案。
为什么我在成熟量产项目里更倾向铝压铸?
当一个项目的需求比较稳定,零件结构也适合压铸时,铝压铸对我来说有几个非常直接的优势。第一,复杂结构可以一次成形。这样做的好处很明显,后面的单独工序会少很多,尺寸链也更短,很多累积误差可以提前避免。第二,进入稳定量产后,压铸的节拍通常会比整件数控加工快很多。对汽车项目来说,只要进入大批量阶段,节拍就是成本,也就是交付能力。第三,模具摊销以后,单件成本通常会明显下降。我以前做新能源汽车壳体项目时,就遇到过客户一开始觉得压铸模太贵,想直接走加工件方案。后来我们把整个生命周期的成本拉出来对比,才发现量产三个月后,压铸方案的总成本已经开始反超。还有一点很重要,就是轻量化。很多筋位、腔体、局部加强区,用压铸结构去实现会更自然,也更省材料。如果我用整块材料去铣这些特征,不但浪费材料,而且加工时间也会上去。当然,我不会一上来就说所有复杂件都该压铸。零件必须有合适的拔模斜度,合理的壁厚变化,清楚的溢流和排气思路,还要考虑后续必要的精加工。如果这些基本条件都成立,那压铸在汽车零部件量产里通常更有优势。
| 我会检查的点 | 为什么压铸在这里更强 |
|---|---|
| 年需求量 | 模具成本可以摊到更多零件上 |
| 结构复杂度 | 复杂外形可以一次成形 |
| 轻量化要求 | 薄壁和加强筋更容易整合 |
| 单件成本目标 | 量产后成本通常更低 |
| 工序数量 | 往往可以减少单独工序 |
| 项目生命周期 | 周期越长,模具投入越值得 |
什么时候汽车零部件更适合用数控加工?
不是每个零件都适合压铸。我见过一些项目,因为太早把工艺锁死,后面为改图、改模和延期付出了更大的代价。
如果项目量不大、设计还不稳定、交期非常紧,或者某些局部功能尺寸要求特别严,我通常会优先考虑数控加工。对样件、试制件、小批量过渡件和高变更风险零件来说,数控加工往往更稳妥。
为什么我在项目前期和高变更项目里常常先用数控加工?
数控加工对我来说,最大的价值就是灵活。只要设计还在变,我就不愿意太早把压铸模具做死。因为压铸一旦开模,后面每一次结构调整都可能变成模具修改,重新试模,重新送样,这些都会拖慢项目节奏。数控加工就不一样。程序可以改,夹具可以调,局部尺寸也可以更快修正。这对样件开发和前期验证特别有帮助。我也经常在小批量项目里选择数控加工。因为这种项目的总量有限,如果为了几千件去投入一套复杂模具,很多时候账是算不过来的。还有一种情况也很典型,就是零件上只有少数几个功能面、密封面、孔位特别关键。这时候,如果我为了这些局部高精度要求而强行选择整件 CNC,可能结构和材料利用率并不理想。但如果项目还在前期,我通常会先用 CNC 快速验证,再根据结果转到压铸加局部机加工。我以前在几个控制器壳体项目上就这么做过。前期客户很快拿到测试件,后期量产成本也控制住了。所以在我看来,CNC 不只是一个加工方式,它还是一个帮助项目快速推进的工具。
| 我会检查的点 | 为什么数控加工在这里更强 |
|---|---|
| 年需求量低 | 不需要高额模具投入 |
| 图纸变更频繁 | 修改更快,更灵活 |
| 项目时间紧 | 可以更快开始做件 |
| 零件型号多 | 小批量切换更方便 |
| 局部精度要求高 | 关键位置更容易控制 |
| 前期验证阶段 | 更适合快速试错和迭代 |
成本、模具和交期,到底应该怎么比?
很多采购决策出问题,不是因为价格算错了,而是因为只算了单价,没有算全项目成本。我一直认为,只比每件多少钱,根本不够。
铝压铸通常需要更高的前期模具投入,也需要更长的前期准备时间。但一旦进入稳定量产,单件成本往往更低。数控加工前期启动更快,不需要大额模具预算,但单件成本通常会一直比较高,因为每个零件都要吃掉更多机时。真正合理的比较方式,应该是按项目阶段和总量去算。

我是怎么给采购和质量团队做成本判断的?
我通常会把成本判断分成三个阶段。第一个阶段是项目启动期。在这个阶段,CNC 看起来通常更有吸引力,因为它可以更快开始,不需要先批模具预算。第二个阶段是爬坡期。这个时候事情会复杂很多。如果产品结构还没有完全冻结,压铸模具的每一次修改都可能带来额外费用和交期风险。第三个阶段是稳定量产期。到了这个阶段,压铸的优势通常会越来越明显。它的节拍更短,材料利用率也往往比整块材料切削更高。我在做成本评估时,还会把很多隐藏成本算进去。对压铸来说,我会看试模次数、模具维护、切边夹具、报废风险和工艺稳定性。对 CNC 来说,我会看材料去除率、刀具损耗、装夹复杂度和设备工时。有些会议上,一边拿出压铸的低单价,一边拿出 CNC 的快启动。两边说的都没错,但都只看到了局部。所以我在支持一个工艺决策前,通常都会要求团队把盈亏平衡点、项目节拍和风险清单都拉出来。只有这样,采购、工程和质量才能站在同一张图上做判断。
| 成本因素 | 铝压铸 | 数控加工 |
|---|---|---|
| 初始投入 | 高 | 低 |
| 启动速度 | 较慢 | 较快 |
| 大批量单件成本 | 更低 | 更高 |
| 材料利用率 | 通常更好 | 往往较低 |
| 设计变更成本 | 开模后更高 | 通常更低 |
| 经济性特点 | 需要量来摊薄 | 更适合低量 |
质量、公差和稳定性,到底谁更有优势?
很多人一谈到精度,就直接说 CNC 一定比压铸好。我不这么简单看。质量不是只看一个工艺名词,而是要看关键特征在哪里。
数控加工通常更适合做局部高精度尺寸、关键孔位、密封面和功能面。铝压铸通常更适合稳定复制复杂外形,并在大批量下保持较好的整体一致性。对很多汽车零部件来说,最好的方法不是二选一,而是压铸成形加关键部位精加工。
我是怎么判断这两种工艺的质量风险的?
我习惯把质量分成两个层面来看。一个是整体形状质量,一个是关键特征质量。压铸在整体复杂外形重复制造方面很强,特别是当模具热平衡稳定以后,很多外轮廓、筋位和大面的一致性会做得很好。这也是为什么很多壳体类零件适合先用压铸来做基础结构。但压铸也有自己的风险,比如气孔、飞边、变形和局部尺寸漂移。尤其是对高气密要求零件来说,浇注系统、排气、真空控制和后加工方案都要一起考虑。数控加工的强项则更集中在局部特征。像螺纹孔、安装孔、密封平面和接口尺寸,CNC 会更容易精准控制。不过 CNC 也不是天然没有风险。如果装夹思路不好,或者毛坯本身有应力,做出来的零件一样会有平面度和位置度问题。我以前就见过一种情况,孔径是合格的,但整体装配后还是漏。最后往回查,问题不是孔,而是装夹以后基准面变形了。所以在我看来,这两个工艺并不是对立关系。很多时候,压铸负责把结构和成本打好基础,CNC 负责把少数关键尺寸锁住。这种组合在汽车壳体件上是非常常见的,也是我最常推荐的一种做法。
| 质量维度 | 铝压铸 | 数控加工 |
|---|---|---|
| 复杂近净成形 | 强 | 较弱 |
| 局部严公差 | 单独使用有限 | 强 |
| 功能面表面质量 | 常需后加工 | 强 |
| 气孔风险 | 存在 | 实体料时很低 |
| 平面度稳定性 | 受工艺影响大 | 受装夹影响大 |
| 最适合的角色 | 做基础结构 | 做关键精加工 |
在真实项目里,我是怎么在压铸和 CNC 之间做决定的?
最差的决策方式,是凭经验拍脑袋。更好的方式,是按功能、数量、时间和风险一步一步判断。我自己一直是这样做的。
在真实项目里,我会先看五个点,再决定汽车零部件更适合铝压铸还是数控加工。这五个点是年需求、几何结构、公差分布、启动时间和项目总成本。如果有必要,我还会用分阶段策略,也就是前期 CNC,后期压铸加精加工。
我跟客户和供应商一起判断时,通常走什么步骤?
我通常先看零件的功能。它是结构件,还是壳体件,还是高密封要求件,还是更偏外观的零件。然后我看项目的年需求。一个年用量五千件的项目,和一个年用量五十万件的项目,逻辑肯定不一样。接着我看结构本身。这个零件是否适合压铸成形?它的壁厚变化是否平稳?有没有难排气的位置?有没有难脱模的倒扣?然后我会拉出公差图。我不只问这个零件公差严不严,我更关心严公差到底集中在哪些区域。如果只是少数几个孔、面和接口很关键,那压铸加局部 CNC 通常是最平衡的方案。之后我再看时间。如果客户几周内就要样件,那前期基本只能先走 CNC。最后,我还会特别看供应商能力。供应商是不是真的懂真空压铸?是不是真的有能力做模流分析、模具协同开发和量产爬坡控制?我以前做一个项目时,就建议客户前期先用 CNC 件做验证,模具开发同步推进。这样工程团队没有被交期卡死,采购后面也拿到了更有竞争力的量产成本。在我的经验里,这种分阶段路线往往不是妥协,反而是更成熟的项目管理方式。
| 决策因素 | 我会问的问题 |
|---|---|
| 年需求 | 模具投入能不能被真实需求摊平? |
| 结构形状 | 零件能不能稳定压铸? |
| 公差分布 | 真正关键的尺寸是不是只有少数? |
| 项目时间 | 在模具完成前是否需要零件? |
| 供应商能力 | 供应商能不能真正控制住风险? |
| 项目阶段 | 现在适合一种工艺,后期是否适合另一种? |
Conclusion
如果是稳定大批量、结构复杂、目标是长期降本,我会选铝压铸。如果是小批量、变更多、时间紧、验证快,我会选数控加工。对很多汽车零部件项目来说,最好的答案往往不是二选一,而是把两种工艺用对地方。


