电机冷却液泄漏会引发致命短路。大规模召回会摧毁你的声誉。我们用先进的压铸技术彻底解决这个问题。
零缺陷的电机外壳需要没有气孔的冷却水道,极高的加工同心度,以及完美的热管理。我们使用高真空压铸和无应力装夹来消除泄漏。
很多供应商给你提供完美的样品。但是他们在批量生产中总是失败。这让你的供应链面临巨大风险。我现在就用我的车间经验告诉你,我们如何避免这些致命的生产错误。
为什么冷却水道会泄漏,我们如何彻底阻止泄漏?
水道泄漏会直接烧毁整个电机。装配线停工会浪费大量金钱。我们使用真空技术抽出空气。这永远阻止了这种泄漏。
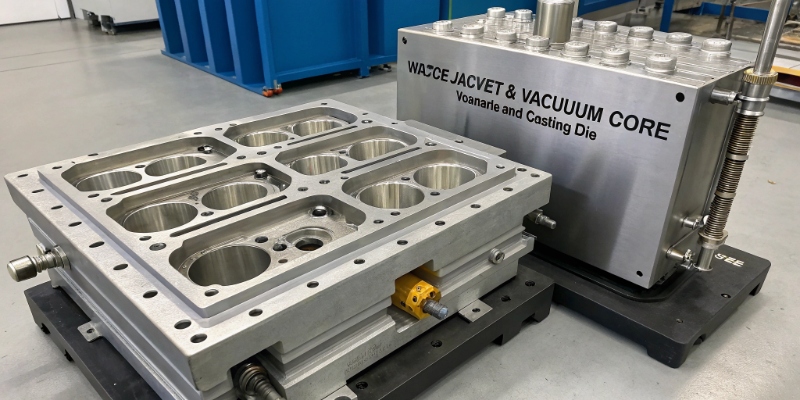
泄漏发生是因为被包裹的空气在铝材内部制造了孔洞。我们使用Magmasoft软件和高真空压铸系统。我们在压铸前抽干空气。这保证冷却水道绝对防水。
我早年在车间工作时,我看到过无数个报废的电机外壳。冷却水道是压铸中最难处理的区域。这个区域通常需要很长的砂芯。有时候这个区域需要复杂的钢制滑块系统。液态铝在这些区域流动得非常快。如果模具里的空气跑不出来,空气就会在金属内部变成小气泡。
后来,我们在数控机床上加工O型圈的凹槽。刀具不可避免地切开了这些隐藏的孔洞。外壳在随后的泄漏测试中就会立刻失败。作为一名供应商质量工程师,你很清楚这个后果。这个缺陷会让你的整个装配线停工。这会浪费你们公司很多钱。
我的团队在接到新项目时从不靠猜。我们使用Magmasoft软件。我们模拟液态金属的流动过程。我们在屏幕上清楚地看到空气停留在哪里。我们在这些关键位置精准安装真空阀门。液态金属射入模具前几毫秒,真空泵会抽走所有的空气。
| 缺陷类型 | 主要原因 | 我们的解决方案 |
|---|---|---|
| 内部气孔 | 薄壁区域内部包裹了空气 | 高真空压铸系统 (< 50 mbar) |
| O型圈漏水 | 机加工切开了内部隐藏的孔洞 | 模流分析与精准定位的真空阀 |
| 填充不完整 | 金属温度太低或者压力不足 | 局部热管理控制系统 |
100%的生产线测试
我们对每一个外壳进行严格的测试。我们在生产线末端使用压降测试仪。如果外壳内部的压力下降,机器人会自动把它扔进废品箱。你的工厂只会收到绝对安全的零件。
我们如何保证转子和定子极高精度的同心度?
同心度差会导致电机产生刺耳噪音和剧烈震动。这会摧毁轴承并毁掉客户体验。我们使用一次装夹的数控加工来完美对齐零件。
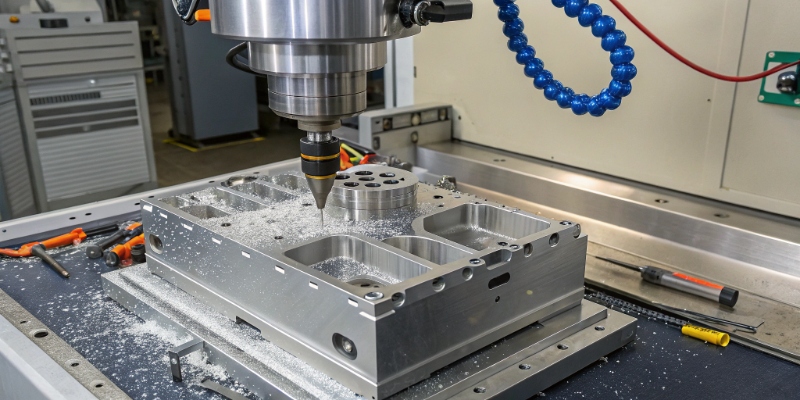
我们在一次装夹中同时加工主孔和轴承座以获得完美同心度。我们使用液压浮动支撑系统。这个系统在没有任何压力的情况下固定零件。外壳在松开夹具后绝对不会变形。
电机在汽车行驶时每分钟旋转高达两万次。定子和转子之间的间隙非常小。两端的轴承座必须有完全一致的中心线。否则转子就会剧烈震动。我曾经在德国帮助过一个客户。他们的新电机有巨大的噪音问题。我发现根本原因是铝制外壳的同心度太差。
铝在冷却时会收缩。铝也会在这个过程中变形。电机外壳是一个巨大的空心圆柱体。外壳在压铸后很快就会变成椭圆形,而不是完美的圆形。如果你用很大的力气把一个椭圆形的零件夹在数控机床上,你就是强迫它变成圆形。你在这种状态下钻出了完美的圆孔。但是随后你松开了夹具。零件立刻弹回了原来的椭圆形。那个完美的圆孔现在也变成了椭圆形。这导致了灾难性的后果。
智能装夹系统
我们用聪明的夹具永远解决了这个问题。我们使用带有浮动支撑点的液压夹具。夹具非常轻柔地接触零件。然后夹具自动锁定。夹具牢牢地抓住零件。但是夹具绝对不会改变零件的自然形状。
我们在同一时间加工内部定子孔和两个轴承孔。我们在大型多轴机床上完成这项工作。我们总是能达到0.05毫米以下的同心度。我们在三坐标测量机上测量每个班次的第一个和最后一个零件。我们为你的PPAP文件记录这些真实的数据。
我们如何铸造坚固且轻薄的无缺陷外壳壁?
沉重的外壳会严重缩短电动汽车续航里程。但是薄壁冷却太快并且容易破裂。我们通过优化模具温度来生产完美的轻量化零件。
我们通过精确的模具热管理来成功压铸薄壁。我们在厚壁区域使用高压点冷却。我们同时加热薄壁区域。这保持了金属流动性并彻底消除了冷隔缺陷。
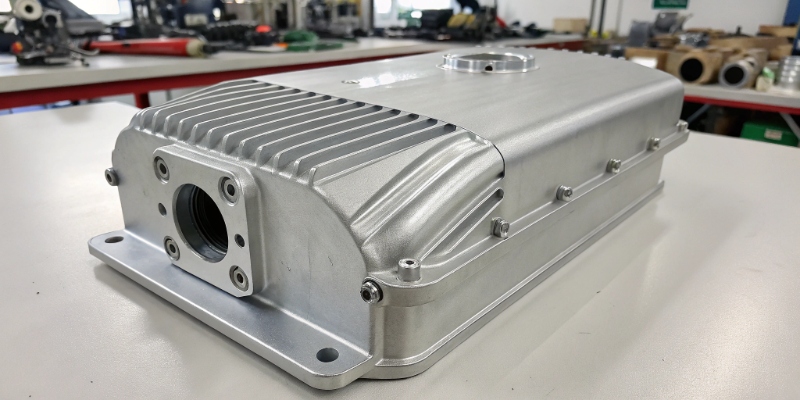
每一个采购总监都想为他的项目买到更便宜和更轻的零件。太多的重量会极大地减少电动汽车的行驶里程。所以,设计工程师现在把电机外壳的外壁设计成只有2.5毫米厚。这节省了大量的铝材。我曾在生产车间度过无数个夜晚。我努力尝试用液态铝完全填满这些极薄的墙壁。
实际生产中的问题非常简单。铝在模具中凝固得非常快。如果液态金属碰到模具上又冷又薄的区域,金属就会突然停止流动。我们把这个缺陷叫做冷隔。零件在这个位置变得非常脆弱。这个外壳会在你的结构测试中立刻断裂。
你不能只是简单地用更大的压力把液态金属推入模具。过大的压力会损坏昂贵的模具。你必须聪明地控制模具的温度。
动态加热与冷却循环
我们绘制整个模具的温度地图。我们使用现代化的热成像相机来完成这项工作。
- 加热控制: 我们使用强大的油温控制机。我们预热那些外壁非常薄的区域。这让金属保持液体状态的时间长得多。
- 冷却控制: 我们在零件的厚壁区域使用高压喷射冷却。这些厚壁区域通常是巨大的安装脚。这种冷却可以防止金属过度收缩和产生裂纹。
这种热量平衡是我们的核心秘密。我们通过这种方式为你准时交付轻量且极度安全的装配线零件。
结论
要获得完美的电机铝制外壳,你必须严格控制内部气孔、加工同心度和模具热平衡。我们的专业技术保证为你提供安全轻便的零件,并确保生产顺利进行。


