在汽车零部件制造领域,压铸件零件设计(Part Design)不仅决定了产品的外观和功能,更是控制生产成本和良品率的关键因素。作为专业的汽车铝合金零部件压铸制造商,我们深知设计可制造性(DFM)的重要性。
本文将深入探讨压铸件设计的三大核心要素:拔模斜度、圆角设计以及均匀壁厚,帮助工程师和采购人员优化设计方案,避免常见的压铸缺陷(如气孔、缩孔和脱模困难)。

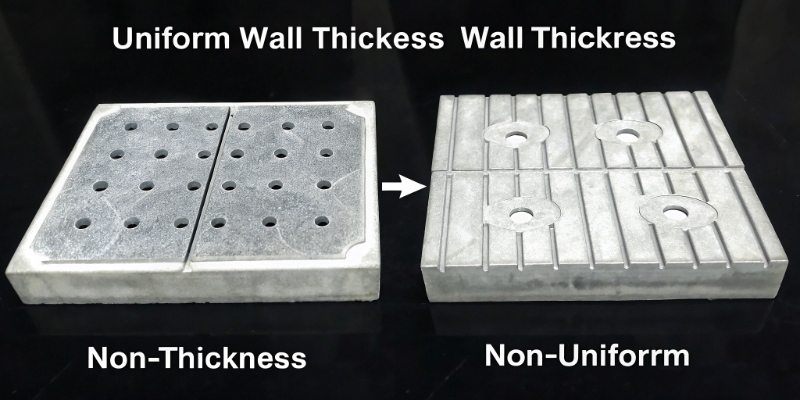
1. 均匀壁厚设计(Uniform Wall Thickness):压铸质量的基石
在压铸件设计中,保持壁厚均匀是首要原则。金属液在冷却过程中,厚壁处的凝固速度慢于薄壁处,这种冷却不均会导致内部缩孔、气孔以及零件变形。
为什么壁厚必须均匀?
- 减少缩孔(Shrinkage Porosity): 厚大的部位容易形成热节(Hot Spots),导致由于体积收缩而产生的孔洞。
- 改善填充(Better Filling): 均匀的壁厚有助于金属液平稳流动,减少卷气。
- 缩短由于周期: 壁厚越薄且均匀,冷却时间越短,生产效率越高。
铝合金压铸建议壁厚
对于常见的汽车铝合金材料(如ADC12, A380),推荐的设计参数如下:
| 特征 | 建议范围 | 说明 |
|---|---|---|
| 最小壁厚 | 1.5mm – 2.5mm | 取决于零件总表面积,面积越大,所需最小壁厚越大。 |
| 最佳壁厚 | 2.5mm – 4.0mm | 此范围内机械性能与铸造工艺性最佳。 |
| 最大壁厚 | < 6.0mm | 超过此厚度建议使用减重槽(Ribs)来减料。 |
设计小贴士: 如果零件结构必须有厚薄变化,请务必使用渐变过渡,避免截面突然变化。
2. 拔模斜度(Draft Angles):确保顺利脱模
拔模斜度是指为了让压铸件能从模具型腔中顺利取出,在垂直于分型面的侧壁上设计的倾斜角度。对于汽车零部件这种结构复杂的产品,合理的拔模斜度至关重要。
拔模斜度不足的后果
- 拉伤(Drag Marks): 零件表面被模具刮伤,影响外观和密封性。
- 顶针痕迹过深: 脱模阻力大,顶针需要更大的力,导致零件变形。
- 模具寿命缩短: 增加了模具磨损。
铝合金压铸拔模斜度标准
根据NADCA(北美压铸协会)及行业惯例,铝合金压铸件的推荐拔模斜度如下:
- 内壁/型芯(Inner Walls/Cores): 冷却时金属收缩会包紧模具型芯,因此需要较大的拔模斜度。建议 1° ~ 2°。
- 外壁(Outer Walls): 冷却时金属收缩会脱离模具型腔,拔模斜度可稍小。建议 0.5° ~ 1°。
注意: 表面要求有皮纹(Texture)或蚀刻处理的表面,每增加0.025mm的纹理深度,需要额外增加1°的拔模斜度。
3. 圆角设计(Fillets & Radii):优化流动与应力
在压铸件设计中,尖角(Sharp Corners)是主要的大敌。引入圆角(Fillets)和圆弧(Radii)是解决应力集中和改善金属液流动的最有效手段。
圆角设计的两大作用
- 消除应力集中: 尖角处容易在冷却或受力时产生裂纹(Cracks)。
- 辅助金属流动: 圆润的转角有助于铝液平滑流过模具,减少湍流和卷气,延长模具寿命。
圆角设计公式参考
一般建议圆角半径(R)与相邻壁厚(T)的关系为:
- R ≥ 1/3 T
- 理想情况下,R ≈ T
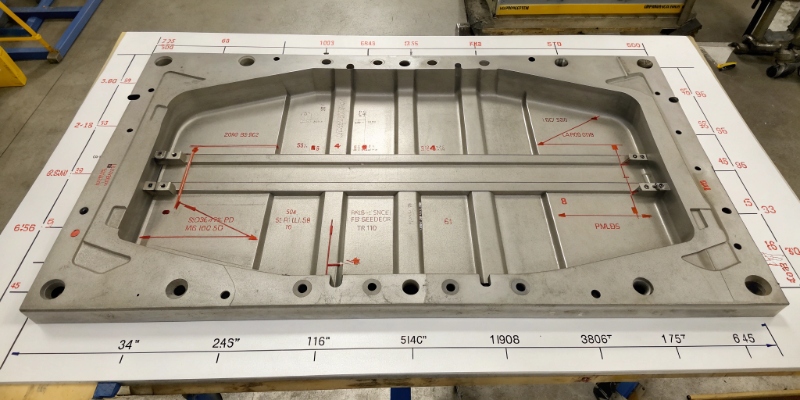
4. 加强筋(Ribs)的应用:轻量化与强度的平衡
在汽车铝压铸件中,为了满足轻量化需求,我们通常不能通过单纯增加壁厚来提高强度。此时,加强筋的设计就显得尤为重要。
- 增加刚性: 在不显著增加重量的情况下提升零件刚度。
- 辅助充填: 加强筋可以作为金属液流动的辅助通道。
- 设计原则: 加强筋的厚度应小于主壁厚(通常为壁厚的60%-80%),以避免在筋条根部产生缩孔。
总结:压铸件DFM设计检查表
为了方便工程师快速自查,我们整理了以下铝合金压铸设计参数对照表:
| 设计要素 | 关键指标 (Key Metrics) | 我们的建议 |
|---|---|---|
| 壁厚 | 均匀性 | 尽量保持一致,推荐2.5mm-4mm |
| 拔模斜度 | 内腔 | ≥ 1.5° (2° 更佳) |
| 拔模斜度 | 外壁 | ≥ 1.0° |
| 圆角 | 最小半径 | R ≥ 1.0mm 或 0.5倍壁厚 |
| 加强筋 | 根部厚度 | 主壁厚的 60% – 80% |
结语
优秀的压铸件零件设计是高质量汽车零部件生产的开端。通过合理规划拔模斜度、设置适当的圆角并坚持均匀壁厚原则,您可以显著降低模具成本,缩短开发周期,并获得性能卓越的铝合金压铸产品。
作为专业的汽车铝配件压铸制造商,我们在模具设计和DFM分析方面拥有丰富经验。如果您有新项目需要评估,欢迎随时联系我们的工程团队。
本文由专业铝合金压铸制造商撰写,旨在分享压铸件结构设计、拔模斜度标准及壁厚优化知识。


