在汽车制造行业,尤其是新能源汽车(NEV)飞速发展的今天,“轻量化”已成为核心竞争指标。为了在保证强度的同时减轻重量,工程师们越来越多地将目光投向了薄壁压铸件。
而在众多材料中,铝硅合金(Al-Si Alloys)凭借其卓越的流动性和铸造性能,成为了制造复杂、薄壁汽车零部件的首选。本文将作为专业压铸制造商,为您深度解析铝硅合金在薄壁零件中的应用、优势及技术细节。
为什么铝硅合金是薄壁零件的“不二之选”?
对于壁厚小于 2.0mm 甚至 1.5mm 的薄壁零件,金属液在模具中的填充时间极短。如果材料的流动性不足,极易产生冷隔、浇不足等缺陷。
铝硅合金之所以能胜任这一挑战,主要归功于以下特性:
- 极佳的流动性(Fluidity): 硅元素的加入显著降低了铝合金的熔点,并增加了液态金属的流动性,使其能够快速填充复杂的模具型腔。
- 低收缩率(Low Shrinkage): 硅具有凝固时体积膨胀的特性,抵消了铝基体的收缩,从而减少了缩孔和热裂纹的风险,保证了薄壁件的尺寸精度。
- 高比强度: 在减轻重量的同时,依然能提供足够的机械强度,满足汽车结构件和动力总成部件的要求。
常用铝硅合金牌号对比:ADC12, A380 与 AlSi10MnMg
并非所有铝合金都适用于同一种零件。根据含硅量及其他合金元素(如铜、镁)的不同,性能也有所差异。以下是汽车压铸中最常见的几种铝硅合金对比:
| 合金牌号 (标准) | 主要成分 | 特性 | 典型汽车应用 |
|---|---|---|---|
| ADC12 (JIS) | Al-Si-Cu系 (Si: 9.6-12%) | 流动性之王,易于压铸,切削加工性好,成本适中。 | 变速箱壳体、气缸盖罩、传感器外壳 |
| A380 (ANSI) | Al-Si-Cu系 (Si: 7.5-9.5%) | 北美最常用标准,兼顾了机械性能、铸造性能和导热性。 | 发动机支架、电机壳体、泵体 |
| AlSi10MnMg (结构铝) | Al-Si-Mg系 (低铁) | 高韧性、高延展性。不需要热处理即可达到高屈服强度,适合铆接。 | 车身结构件(Shock Tower)、电池托盘、纵梁 |
专家提示: 对于超薄壁(<1.5mm)且形状复杂的电子控制单元(ECU)外壳,ADC12 通常是首选;而对于涉及碰撞安全的车身结构件,则需选用 AlSi10MnMg 等高真空压铸专用合金。
汽车薄壁压铸件的制造难点与解决方案
虽然铝硅合金性能优异,但生产薄壁零件依然面临巨大的工艺挑战。作为专业的压铸制造商,我们通常采用以下策略来确保质量:
1. 应对气孔问题 (Porosity Control)
薄壁件在高压填充时容易卷气。
- 解决方案: 采用高真空压铸技术(High Vacuum Die Casting)。通过在压射前抽除模具内的空气,显著减少气孔,使零件在后期可进行热处理或焊接。
2. 控制变形 (Deformation Control)
薄壁件刚性较差,顶出和冷却时容易变形。
- 解决方案: 优化模具设计,使用更多的顶针分布;同时引入精密温控系统,确保模具温度均匀,减少热应力变形。
3. 提升表面质量
汽车外观件或需要密封的零件对表面要求极高。
- 解决方案: 精确控制铝硅合金中的铁(Fe)含量,防止粘模;使用高品质的脱模剂。
铝硅合金在新能源汽车中的新机遇
随着电动汽车的普及,铝硅合金薄壁压铸件的应用场景正在扩大:
- 电池包壳体与端板: 需要极薄的壁厚以减轻重量,同时要求极高的气密性。
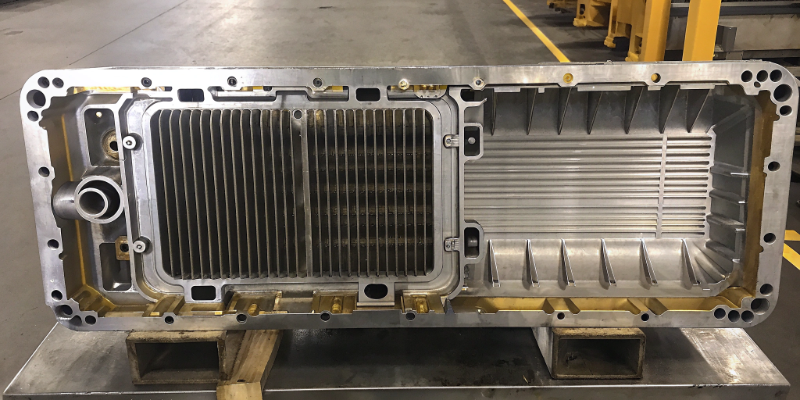
- 电机控制器外壳(Inverter Housing): 复杂的散热片设计(Fin)需要材料具有极好的流动性才能成型。
- 一体化压铸车身: 利用铝硅合金的高流动性,将原本几十个零件合并为一个大型薄壁铸件(如后地板)。
总结:选择正确的合作伙伴
铝硅合金(特别是用于薄壁零件的配方)是现代汽车工业实现轻量化、降低能耗的关键材料。然而,要将原材料转化为高质量的零部件,不仅需要优质的合金,更需要精湛的模具设计能力和严格的压铸工艺控制。
作为拥有多年汽车铝压铸经验的制造商,我们专注于为客户提供从材料选型到成品交付的一站式轻量化解决方案。
如果您正在寻找关于铝合金薄壁零件的技术支持或报价,请随时联系我们的工程团队。
本文旨在为汽车零部件采购商及工程师提供技术参考。如需了解具体的合金参数表或获取定制化压铸方案,请浏览我们的产品页面或直接咨询。


