随着汽车行业向电气化和自动驾驶飞速发展,热管理(Thermal Management)已成为核心技术挑战。从高功率LED大灯到电池管理系统(BMS),电子元件在更小的空间内产生了比以往更多的热量。
汽车散热器压铸是目前生产复杂、轻量化且具有成本效益的散热解决方案最高效的工艺。作为通过IATF 16949认证的制造商,EMP Tech 专注于铝合金压铸(HPDC),致力于制造最大化表面积和冷却性能的汽车散热器。
为什么压铸是汽车散热器的首选工艺?
虽然铝挤压(Extrusion)和CNC加工常用于原型制作,但在汽车大规模生产中,铝合金压铸是绝对的行业标准。
以下是工程师在关键组件中优先选择压铸散热器的三个原因:
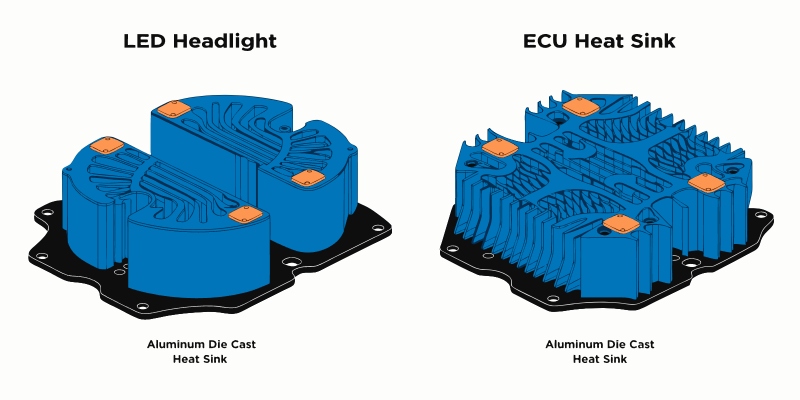
- 复杂的3D几何形状: 与仅限于2D截面的挤压工艺不同,压铸允许在一个成型周期内创建针状翅片(Pin Fins)、错位翅片以及集成的安装凸台。这在有限的封装空间内最大化了散热表面积,显著提高了空气对流效率。
- 轻量化与功能集成: 通过优化壁厚并将连接器外壳、支架等功能直接集成到散热器本体中,我们减少了零件数量和总重量——这对提升电动汽车(EV)的续航里程至关重要。
- 规模化成本效益: 当生产量超过5,000件时,由于极快的成型周期和极低的材料浪费,压铸提供了最低的单件成本。
技术对比:压铸 vs. 挤压 vs. 冷锻
选择正确的工艺取决于您的热设计要求和产量。下表有助于您为项目做出最佳选择:
| 特性 | 压铸 (Die Casting) | 挤压 (Extrusion) | 冷锻 (Cold Forging) |
|---|---|---|---|
| 常用材料 | 合金 (如 ADC12, AlSi10Mg) | 纯铝 (如 AL6063) | 纯铝 (如 AL1070) |
| 设计自由度 | 高 (3D形状, 针状翅片) | 低 (仅限2D截面) | 中 (主要是圆形针脚) |
| 生产产量 | 高 (大批量生产首选) | 中 | 中到高 |
| 单件成本 (量产) | 低 | 中 | 高 |
| 材料导热率 | 良好 (~96-120 W/m·K) | 极佳 (~200 W/m·K) | 极佳 (~220 W/m·K) |
| 系统集成能力 | 极佳 (外壳与散热器一体化) | 差 (需额外组装) | 差 |
注:虽然挤压铝材具有更高的原材料导热率,但汽车散热器压铸通常能在更小的体积内提供大得多的散热表面积,从而实现更优的系统级冷却效果。
面向制造的设计 (DFM) 与模流分析
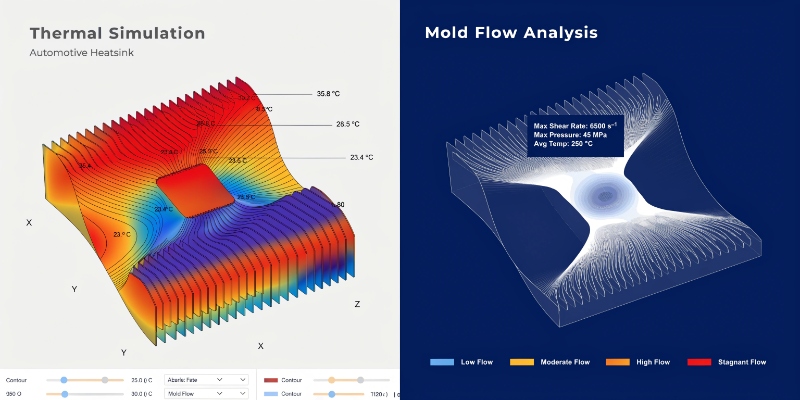
为了确保卓越的热性能和可制造性,我们在开模前会使用先进的Moldflow模流分析软件进行填充和热模拟。
关键的DFM考量点:
- 拔模角度 (Draft Angles): 散热翅片通常需要1°到2°的拔模角,以确保顺利脱模而不拉伤产品表面。
- 翅片高度与间距比: 我们优化翅片间的距离,以防止空气“阻塞效应”(Air Choking),同时最大化有效散热面积。
- 气孔控制 (Porosity Control): 气孔会阻碍热传导。我们采用真空压铸技术来最小化内部气孔,确保高密度的材料结构以利于热量传递。
精密后加工:热接触的关键
散热器的性能取决于它与热源(PCB、芯片或IGBT)的接触程度。不平整的安装面会产生空气间隙,导致热阻急剧增加。
在EMP Tech,我们使用高精度CNC加工中心对安装面进行铣削,确保平面度达到微米级。这保证了与导热界面材料(TIM)的100%接触,从而实现最大程度的热传导。
现代汽车中的应用场景
我们在汽车散热器压铸领域的专业能力覆盖了广泛的应用:
- LED大灯散热器: 管理远/近光灯模组的高热量,防止起雾和LED光衰。
- ECU & ADAS外壳: 集成式外壳设计,铝合金壳体直接作为处理器的散热器。
- EV电池与逆变器组件: 用于功率电子的冷却板和端盖。
- 车载娱乐系统: 数字驾驶舱(Digital Cockpit)背部的底盘散热。

您的汽车热管理解决方案合作伙伴
在采购汽车散热器压铸件时,您需要一个既懂热力学又精通冶金学的合作伙伴。
EMP Tech 提供一站式解决方案:从DFM和模流分析,到高压铸造、CNC精密加工,再到表面处理(阳极氧化、电泳、喷砂)。
准备好优化您的电子设备散热了吗?
立即联系我们的工程团队,获取免费的设计评估和项目报价。
Email: [email protected]


